















A localized mechanical seal failure causing a 50 L/hr leak of 30% Hydrochloric Acid doesn't just damage your baseplate foundation—in an active steel pickling line, that downtime costs an average of ₹2.4 Lakhs per shift in lost production, plus stringent effluent treatment penalties from the pollution control board.
I am Vikram Desai, and over my 22 years at Chintan Engineers, I have diagnosed, calibrated, and replaced hundreds of chemical transfer systems across India's most demanding industrial estates, from Vapi to Ankleshwar. Polypropylene (PP) pumps are the absolute workhorses of these environments, handling everything from corrosive scrubbers to Effluent Treatment Plant (ETP) sludge. However, when a centrifugal PP pump fails, I often see plant engineers misdiagnose the root cause. They treat the symptom (a blown seal) rather than the disease (cavitation, pipe strain, or thermal expansion).
If your operation handles HCL, Sulphuric Acid, caustic alkalis, or corrosive gases like NH3 and Cl2, guesswork isn't an option. Below, I'll walk you through the field-tested diagnostics we use to address the most common polypropylene pump failure causes, relying on DIN 24256/ISO 5199 engineering principles—not just trial and error.

In This Article
- Diagnosing Centrifugal PP Pump Suction Issues & Priming Failures
- Thermal Deformation in Polypropylene Casings
- Mechanical Seal Leaks and Shaft Sleeve Wear
- Polypropylene Pump Failure Causes: A Diagnostic Matrix
- Chemical Pump Maintenance in the Indian Industrial Context
- Installation Best Practices for Long-Term Reliability
- Precision Engineering for Chemical Handing
- Frequently Asked Questions
Diagnosing Centrifugal PP Pump Suction Issues & Priming Failures
The most frequent call I get from plant engineers sounds exactly like this: "The pump is running, the motor sounds fine, but we aren't moving any fluid."
Centrifugal PP pump suction issues almost always tie back to either Net Positive Suction Head (NPSH) deficits or air entrapment. It sounds obvious, but you'd be surprised how often this is overlooked: unlike positive displacement pumps, a centrifugal impeller cannot evacuate air to pull a vacuum. If the pump is not fully flooded, it simply will not prime.
The Physics of Chemical Vapor Pressure
When pumping highly volatile liquids like 30% HCl, solvent mixtures, or high-temperature ETP effluents, the fluid's vapor pressure dictates your margin of error. If the Net Positive Suction Head available (NPSHa) drops below the pump's required NPSH (NPSHr), the fluid boils at ambient temperature right inside the suction line.
As a result, vapor bubbles form and collapse violently when they hit the high-pressure side of the semi-open impeller. This is cavitation. In a PP pump, it doesn't just pit the impeller like it would in metal—it physically degrades the polymer structure and shatters ceramic shaft sleeves through high-frequency vibration.
Field Diagnostics for Suction Failures
I always tell my technicians to check these three things first before dismantling anything:
- Check the Suction Flange Gaskets: Polypropylene flanges are susceptible to cold flow (creep) if over-torqued by an overzealous fitter. A microscopic gap on the suction flange will pull air into the line without leaking a single drop of fluid out.
- Vortexing in the Sump: If your ETP tank level drops too low, the pump pulls a vortex from the surface, ingesting massive amounts of air. Ensure the suction pipe bell has adequate submergence—typically a minimum of 1.5 times the suction pipe diameter.
- Foot Valve Failure: In top-suction configurations, a leaking foot valve allows the prime fluid to drain back into the sump when the pump is idle.
Pro Tip: I never recommend a suction lift configuration for hazardous chemicals if a flooded suction is practically possible. If you absolutely must pull a lift, install a transparent, reinforced chemical-grade sight glass immediately before the pump suction flange. If you see bubbles, you have an air leak or a vapor pressure problem—stop dismantling the pump.
Thermal Deformation in Polypropylene Casings
Polypropylene is a remarkable material, offering excellent resistance to a broad spectrum of aggressive chemicals. But let's not forget—it's a thermoplastic. Its mechanical limits are bound by temperature.
While standard PP handles up to 80°C comfortably, we often have to specify GRP (Glass Reinforced Plastic), UHMWPE, or PVDF casings for clients to push that operational envelope up to 120°C. Even with those upgrades, thermal deformation remains a massive risk if your operators breach protocol.
Dead-Heading and Fluid Friction Heat
If a discharge valve is inadvertently left closed (dead-heading) or a downstream filter press blocks completely, the pump just sits there, inputting kinetic energy into trapped fluid.
In a metal pump, the casing acts as a heat sink. In a PP pump, the polymer acts as an insulator. The fluid temperature inside the volute will skyrocket. At the specific heat capacity of water, a 5 HP motor dead-heading into a 5-liter pump casing can raise the fluid temperature by 15°C per minute. Within 10 minutes, the fluid boils, the PP casing softens, and the progressively dynamically balanced impeller will physically expand and rub against the casing, tearing the pump apart.
Warning: Never run a centrifugal PP pump against a closed discharge valve for more than 60 seconds. Always install a minimum flow bypass line or an automated thermal shut-off switch in critical chemical loops.
Managing Thermal Expansion
The coefficient of thermal expansion for polypropylene is roughly ten times that of cast iron. When pumping hot chemicals (like 90°C pickling acid), the pump casing expands significantly. If the piping is rigidly bolted without expansion joints, the thermal growth of the pipe exerts immense stress on the pump's plastic flanges. This inevitably leads to misalignment, bearing bracket failure, or a catastrophic casing rupture.
Mechanical Seal Leaks and Shaft Sleeve Wear
The most vulnerable component in any chemical pump is the seal. No matter the initial symptom, PP pump troubleshooting almost always leads you back to the stuffing box or mechanical seal chamber.
Depending on the application, we fit our pumps with externally mounted mechanical seals, internal seals, or traditional gland packing. Honestly, getting this choice right is what makes or breaks your Mean Time Between Maintenance (MTBM).
The Anatomy of a Chemical Seal Failure
For handling highly corrosive liquids like HCL or Sulphuric Acid, we typically utilize a PTFE bellows mechanical seal with Silicon Carbide (SiC) faces. So, why do they still fail?
- Dry Running: SiC faces are incredibly hard and chemically inert, but they are notoriously brittle and rely entirely on the pumped fluid for lubrication and cooling. Even 30 seconds of dry running creates a thermal shock severe enough to shatter the seal faces.
- Abrasive Suspensions: In ETP applications or slurry transfer, suspended solids wedge themselves between the seal faces. This grooves the polished surfaces and gives aggressive chemicals a direct bypass path out of the casing.
- Shaft Deflection: Operating the pump too far off its Best Efficiency Point (BEP) causes severe radial loads on the semi-open impeller. This load bends the SS/EN9 shaft. While a robust double ball bearing C.I. GRFG-26 bracket (like the ones we use) minimizes this, you can't cheat physics. Prolonged deflection forces the mechanical seal faces open, causing a steady leak.
Struggling with recurrent mechanical seal failures?
Upgrading to a properly specified PTFE bellows seal with an Alloy-20 or Hastelloy-C shaft sleeve can increase your pump's lifespan by 400%.
The Importance of the Shaft Sleeve
The shaft itself (usually SS 316 or EN9) must be protected from the chemical. We utilize sleeves made of GRP, Ceramic, Alloy-20, or Hastelloy B/C depending on fluid compatibility.
I've seen countless plants trip over rupees to save paise by specifying a cheap ceramic sleeve in highly caustic applications. The caustic eventually etches the ceramic, destroying its smooth finish, which in turn chews up the mechanical seal O-rings. Always match the sleeve metallurgy to the specific chemical concentration and temperature. No exceptions.
Polypropylene Pump Failure Causes: A Diagnostic Matrix
To standardize your maintenance response, I recommend printing this diagnostic matrix and posting it right next to your ETP or pickling line control panels.
| Symptom | Primary Root Cause | Secondary Root Cause | Recommended Action |
| :— | :— | :— | :— |
| Pump runs but no flow | Vapor lock / Air ingress in suction line | Impeller completely clogged | Verify flooded suction, check flange gaskets, bleed air from casing. |
| Flow rate is lower than rated | Pump rotating in reverse (wrong phasing) | Worn impeller clearances | Check motor rotation direction. Inspect semi-open impeller gap. |
| Continuous mechanical seal leak | Dry running damaged the seal faces | Shaft deflection due to off-BEP operation | Replace seal, install dry-run protection relay. Verify system head curve. |
| Excessive vibration / Noise | Cavitation (NPSHa < NPSHr) | Bearing failure or misalignment | Throttle discharge valve slightly to reduce required NPSH. Check alignment. |
| Motor drawing high amps | Specific gravity of fluid higher than designed | Impeller rubbing on casing | Verify fluid SG. Check for thermal deformation in the PP casing. |

Chemical Pump Maintenance in the Indian Industrial Context
If you've spent any time on an Indian plant floor, you know we face operational challenges that simply aren't mentioned in generic European or American maintenance manuals. At Chintan Engineers, we design our pumps to withstand these specific realities.
The Grid Reality: Voltage Fluctuations
In industrial estates like Vapi, Dahej, or Ankleshwar, maintaining a clean 415V, 50Hz power supply is an everyday headache. Severe voltage sags force induction motors to pull higher currents just to maintain torque, leading to rapid motor overheating. This heat travels directly down the shaft into the bearing housing, thinning the bearing grease and accelerating wear.
Yorse, frequency fluctuations alter the pump speed. A 5% drop in frequency (to 47.5 Hz) drops the pump's head by nearly 10%. Plant operators often assume the pump is failing and dismantle it, completely unaware that the power grid is the actual culprit.
Monsoon Humidity and Ambient Dust
Indian monsoons introduce extreme humidity, while dry seasons in Gujarat and Maharashtra bring highly abrasive dust. If the bearing bracket breather vents are not properly shielded, moisture and dust enter the C.I. GRFG-26 bearing housing. Moisture degrades the lubricating oil, causing premature double ball bearing failure. A seized bearing will instantaneously snap a pump shaft or obliterate the mechanical seal.
When evaluating replacement versus repair, engineers often fixate solely on the capital cost of the bare pump. But as I discussed in our Fuel Flow Meter TCO: 5-Year Cost of Accuracy & Maintenance breakdown, you must factor in the annualized cost of MTBF (Mean Time Between Failures), downtime, and lost chemical inventory. A chemically resistant, ISO 5199 compliant PP pump pays for its slightly higher initial engineering cost within its first year of continuous service.
Did You Know: This is why I strongly advocate for the back-pull-out design required by DIN 24256 standards. It allows your maintenance crew to remove the rotating assembly (impeller, shaft, seal, and bearings) without disturbing the suction and discharge piping or moving the motor. What used to be a 4-hour maintenance job becomes a 45-minute swap.
Installation Best Practices for Long-Term Reliability
Even the most precisely engineered Chintan centrifugal PP pump will fail prematurely if the installation is flawed. Over 22 years, I have traced countless supposed "manufacturing defects" back to sloppy installation practices.
Baseplate and Grouting
A pump is only as reliable as its foundation. The pump and motor must be mounted on a rigid, machined baseplate properly grouted into a concrete foundation. The mass of the foundation should be at least three times the mass of the pump and motor combined to absorb operational vibrations.
If your operation involves mobile chemical transfer skids—similar to the metering setups detailed in our Mobile Fuel Dispenser Specs & Metrology Guide—ensure your PP pumps are mounted with appropriate elastomeric vibration isolators to prevent transport shock from cracking the plastic volute casing.
Piping Strain Avoidance
Polypropylene casings absolutely cannot bear the weight of heavy industrial piping. All suction and discharge piping must be independently supported.
The Desai Test for Pipe Strain: Before bolting the flanges together, align the pipe flange with the pump flange. They should align perfectly on all axes with no more than a 1mm gap. If your fitter has to use a crowbar or a chain block to force the pipe flange to meet the pump flange, you are introducing massive strain. The moment you tighten those bolts, that strain transfers directly into the pump casing. When the pump starts, the combined stress of pipe strain, fluid pressure, and thermal expansion will eventually snap the plastic flange entirely off the casing.

Suction Piping Geometry
To ensure uniform flow into the impeller eye and prevent turbulence (which causes vibration and cavitation), ensure there is a straight run of pipe immediately before the pump suction flange. This straight run should be at least 5 to 10 times the diameter of the suction pipe. Never install a 90-degree elbow directly onto the pump suction flange. Just don't do it.
Pro Tip: Always use an eccentric reducer (with the flat side up) rather than a concentric reducer on the horizontal suction line. Concentric reducers trap a hidden air pocket at the top of the pipe, which will eventually break loose, enter the impeller, and cause a sudden loss of prime or total seal face collapse.
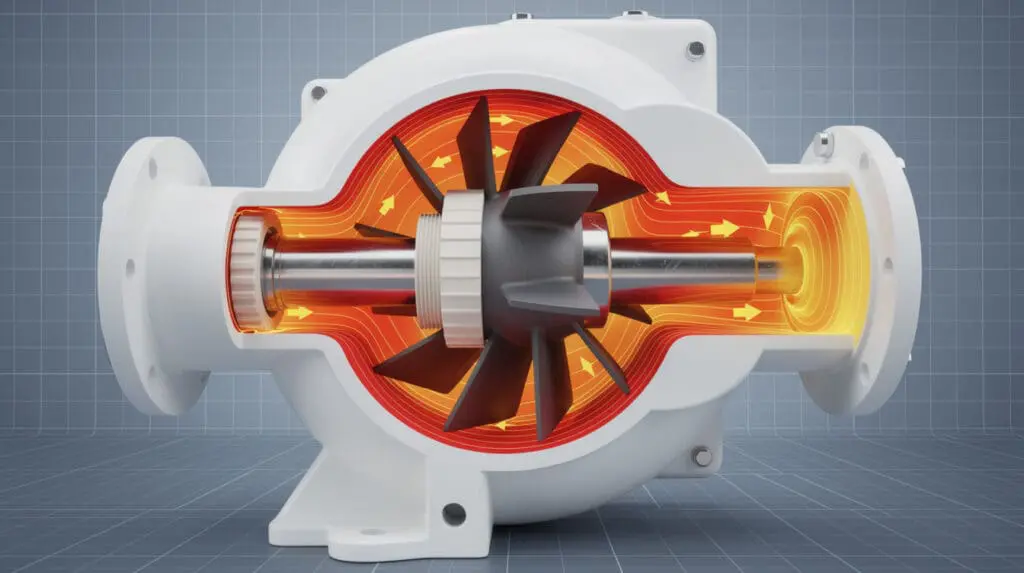
Precision Engineering for Chemical Handing
When we build our single-stage, horizontal PP pumps, we dynamically and hydraulically balance the semi-open impellers with streamlined profile vanes to smoothly handle everything from clear HCL to viscous dye effluents. The pump casing is equipped with an external metal ring for maximum dimensional stability, preventing the ballooning effect under high-pressure applications.
Whether you are circulating chemicals in an electroplating plant, managing a scrubber line with Cl2 and SO2, or running a high-capacity filter press feed, the reliability of your entire operation hinges on the structural integrity of your transfer pumps.
Stop treating the symptoms of pump failure.
Equip your plant with ISO 5199 standard centrifugal PP pumps engineered specifically for India's harshest chemical environments. Choose from PP, GRP, UHMWPE, or PVDF constructions tailored to your fluid dynamics.
Frequently Asked Questions
What causes a centrifugal PP pump to lose prime during operation?
Loss of prime during operation is typically caused by air ingress through a leaking suction flange gasket, vortexing due to low fluid levels in the supply tank, or the fluid's temperature exceeding its vapor pressure (cavitation). Verify that the suction line is entirely airtight and the NPSHa exceeds the pump's NPSHr.
Why is my PP pump's mechanical seal leaking after only a month?
Honestly, premature mechanical seal leaks are rarely a manufacturing defect. They are usually caused by dry running (even for a few seconds), abrasive particles in the fluid grooving the seal faces, chemical incompatibility (like using a standard ceramic shaft sleeve with aggressive caustics), or severe shaft deflection from operating the pump against a closed valve.
Can polypropylene pumps handle high-temperature liquids?
Standard Polypropylene (PP) is generally suitable for temperatures up to 80°C. However, at Chintan Engineers, we offer casings constructed from Glass Reinforced Plastic (GRP) and Polyvinylidene Fluoride (PVDF) that extend the operational temperature range up to 120°C. Always verify your specific gravity and temperature rating before deployment.
How do I prevent thermal deformation in a chemical pump casing?
Never run the pump dead-headed (against a closed discharge valve). Use minimum flow bypass lines to ensure continuous fluid circulation, which safely dissipates friction heat. Also, use flexible expansion joints on your piping to absorb thermal pipe growth before it exerts mechanical stress on the plastic pump flanges.
What is the difference between an external and internal mechanical seal in PP pumps?
An internal mechanical seal sits inside the stuffing box and is surrounded by the pumped fluid, which aids in cooling but exposes the seal springs directly to corrosive chemicals. An external mechanical seal mounts outside the pump casing, keeping the metal components isolated from the aggressive fluid. External seals, especially PTFE bellows types, are highly recommended for harsh chemicals like Sulphuric Acid and HCL.
Why is vibration higher in my PP pump compared to cast iron pumps?
Polypropylene is lighter and less rigid than cast iron, meaning it naturally absorbs and dampens less vibration. High vibration in a PP pump usually indicates pipe strain from misaligned piping, a partially clogged semi-open impeller, or motor bearing degradation. Ensure the pump is mounted on a heavily grouted baseplate per DIN 24256 standards.
*
Vikram Desai is a Senior Flow Measurement and Fluid Dynamics Engineer at Chintan Engineers, specializing in chemical transfer systems, industrial flow metering, and metrology compliance across Indian industrial sectors.
