















Una falla localizada en un sello mecánico que provoca una fuga de 50 L/h de ácido clorhídrico 30% no solo daña la base de la placa base, sino que, en una línea de decapado de acero en funcionamiento, ese tiempo de inactividad cuesta un promedio de ₹2,4 lakhs por turno en pérdida de producción, además de las estrictas sanciones por el tratamiento de efluentes impuestas por la junta de control de la contaminación.
Soy Vikram Desai y, durante mis 22 años en Chintan Engineers, he diagnosticado, calibrado y reemplazado cientos de sistemas de transferencia de productos químicos en los polígonos industriales más exigentes de la India, desde Vapi hasta Ankleshwar. Las bombas de polipropileno (PP) son fundamentales en estos entornos, ya que manejan desde depuradores corrosivos hasta lodos de plantas de tratamiento de efluentes (PTE). Sin embargo, cuando falla una bomba centrífuga de PP, a menudo veo que los ingenieros de planta diagnostican erróneamente la causa raíz. Tratan el síntoma (un sello dañado) en lugar de la causa del problema (cavitación, tensión en la tubería o expansión térmica).
Si su operación maneja ácido clorhídrico, ácido sulfúrico, álcalis cáusticos o gases corrosivos como amoníaco y cloruro de calcio, no hay margen de error. A continuación, le explicaré los diagnósticos probados en campo que utilizamos para abordar las causas más comunes de fallas en las bombas de polipropileno, basándonos en los principios de ingeniería DIN 24256/ISO 5199, y no solo en el método de ensayo y error.

En este artículo
- Diagnóstico de problemas de succión y fallos de cebado en bombas centrífugas de PP
- Deformación térmica en carcasas de polipropileno
- Fugas en el sello mecánico y desgaste del manguito del eje
- Causas de fallas en bombas de polipropileno: una matriz de diagnóstico
- Mantenimiento de bombas químicas en el contexto industrial indio.
- Buenas prácticas de instalación para una fiabilidad a largo plazo
- Ingeniería de precisión para el manejo de productos químicos
- Preguntas frecuentes
Diagnóstico de problemas de succión y fallos de cebado en bombas centrífugas de PP
La llamada más frecuente que recibo de los ingenieros de planta suena exactamente así: ""La bomba está funcionando, el motor suena bien, pero no está circulando ningún fluido.""
Los problemas de succión en las bombas centrífugas de PP casi siempre se deben a déficits en la altura neta de succión positiva (NPSH) o a la presencia de aire atrapado. Parece obvio, pero sorprende la frecuencia con la que se pasa por alto: a diferencia de las bombas de desplazamiento positivo, un impulsor centrífugo no puede evacuar el aire para generar vacío. Si la bomba no está completamente inundada, simplemente no se cebará.
La física de la presión de vapor químico
Al bombear líquidos altamente volátiles como el HCl 30%, mezclas de solventes o efluentes de plantas de tratamiento de aguas residuales a alta temperatura, la presión de vapor del fluido determina el margen de error. Si la altura neta de succión positiva disponible (NPSHa) cae por debajo de la NPSH requerida por la bomba (NPSHr), el fluido hierve a temperatura ambiente dentro de la línea de succión.
Como resultado, se forman burbujas de vapor que colapsan violentamente al impactar contra el lado de alta presión del impulsor semiabierto. Este fenómeno se conoce como cavitación. En una bomba de PP, no solo corroe el impulsor como lo haría en una de metal, sino que degrada físicamente la estructura del polímero y fractura los manguitos cerámicos del eje mediante vibraciones de alta frecuencia.
Diagnóstico de campo para fallas de succión
Siempre les digo a mis técnicos que revisen estas tres cosas antes de desmontar nada:
- Compruebe las juntas de la brida de succión: Las bridas de polipropileno son susceptibles a la deformación plástica (fluencia) si un instalador demasiado brusco las aprieta en exceso. Una holgura microscópica en la brida de succión permitirá la entrada de aire a la tubería sin que se escape ni una sola gota de fluido.
- Formación de vórtices en el cárter: Si el nivel del tanque de tratamiento de aguas residuales baja demasiado, la bomba genera un vórtice en la superficie que aspira grandes cantidades de aire. Asegúrese de que la campana del tubo de succión esté sumergida adecuadamente, generalmente a un mínimo de 1,5 veces el diámetro del tubo de succión.
- Fallo de la válvula de pie: En las configuraciones de succión superior, una válvula de pie con fugas permite que el fluido de cebado regrese al sumidero cuando la bomba está inactiva.
Consejo profesional: Nunca recomiendo una configuración de elevación por succión para productos químicos peligrosos si existe la posibilidad de que se produzca una inundación en la succión. Si es absolutamente necesario realizar una elevación, instale un visor transparente reforzado de grado químico justo antes de la brida de succión de la bomba. Si observa burbujas, tiene una fuga de aire o un problema de presión de vapor; detenga el desmontaje de la bomba.
Deformación térmica en carcasas de polipropileno
El polipropileno es un material extraordinario que ofrece una excelente resistencia a un amplio espectro de productos químicos agresivos. Pero no olvidemos que es un termoplástico. Sus límites mecánicos están condicionados por la temperatura.
Si bien el PP estándar soporta cómodamente hasta 80 °C, a menudo debemos especificar carcasas de PRFV (plástico reforzado con fibra de vidrio), UHMWPE o PVDF para que los clientes puedan alcanzar temperaturas operativas de hasta 120 °C. Incluso con estas mejoras, la deformación térmica sigue siendo un riesgo importante si los operarios incumplen el protocolo.
Calor por fricción de fluidos y tras el desplazamiento en vacío
Si una válvula de descarga se deja cerrada inadvertidamente (cierre en vacío) o una prensa de filtro aguas abajo se bloquea por completo, la bomba simplemente se queda ahí, transfiriendo energía cinética al fluido atrapado.
En una bomba metálica, la carcasa actúa como disipador de calor. En una bomba de PP, el polímero actúa como aislante. La temperatura del fluido dentro de la voluta se disparará. Con la capacidad calorífica específica del agua, un motor de 5 HP funcionando a baja presión en una carcasa de bomba de 5 litros puede elevar la temperatura del fluido en 15 °C por minuto. En 10 minutos, el fluido hierve, la carcasa de PP se ablanda y el impulsor, que se equilibra dinámicamente de forma progresiva, se expande físicamente y roza contra la carcasa, destrozando la bomba.
Advertencia: Nunca haga funcionar una bomba centrífuga de PP con la válvula de descarga cerrada durante más de 60 segundos. Instale siempre una línea de derivación de caudal mínimo o un interruptor térmico de apagado automático en los circuitos químicos críticos.
Gestión de la dilatación térmica
El coeficiente de dilatación térmica del polipropileno es aproximadamente diez veces mayor que el del hierro fundido. Al bombear productos químicos calientes (como ácido decapante a 90 °C), la carcasa de la bomba se dilata considerablemente. Si la tubería está atornillada rígidamente sin juntas de dilatación, la dilatación térmica ejerce una tensión enorme sobre las bridas de plástico de la bomba. Esto inevitablemente provoca desalineación, fallo del soporte del cojinete o una rotura catastrófica de la carcasa.
Fugas en el sello mecánico y desgaste del manguito del eje
El componente más vulnerable de cualquier bomba química es el sello. Independientemente del síntoma inicial, la resolución de problemas en las bombas de PP casi siempre conduce a la caja de empaquetadura o a la cámara del sello mecánico.
Según la aplicación, equipamos nuestras bombas con sellos mecánicos externos, sellos internos o empaquetaduras tradicionales. Sinceramente, elegir la opción correcta es crucial para el tiempo medio entre mantenimientos (MTBM).
Anatomía de una falla en un sello químico
Para manipular líquidos altamente corrosivos como el ácido clorhídrico o el ácido sulfúrico, solemos utilizar un sello mecánico de fuelle de PTFE con caras de carburo de silicio (SiC). Entonces, ¿por qué siguen fallando?
- Funcionamiento en seco: Las superficies de SiC son increíblemente duras e inertes químicamente, pero son notoriamente frágiles y dependen completamente del fluido bombeado para su lubricación y refrigeración. Incluso 30 segundos de funcionamiento en seco generan un choque térmico lo suficientemente severo como para destrozar las superficies de sellado.
- Suspensiones abrasivas: En aplicaciones de tratamiento de efluentes o transferencia de lodos, los sólidos en suspensión se acumulan entre las caras de sellado. Esto provoca surcos en las superficies pulidas y proporciona a los productos químicos agresivos una vía de escape directa fuera de la carcasa.
- Deflexión del eje: Si la bomba funciona muy lejos de su punto de máxima eficiencia (BEP), se producen cargas radiales severas en el impulsor semiabierto. Esta carga dobla el eje de acero inoxidable (SS/EN9). Si bien un soporte robusto de doble rodamiento de bolas CI GRFG-26 (como los que utilizamos) minimiza este efecto, no se puede desafiar las leyes de la física. Una deflexión prolongada fuerza la apertura de las caras del sello mecánico, provocando una fuga constante.
¿Tiene problemas con fallos recurrentes en los sellos mecánicos?
Actualizar a un sello de fuelle de PTFE con especificaciones adecuadas con un manguito de eje de aleación-20 o Hastelloy-C puede aumentar la vida útil de su bomba en 400%.
La importancia del manguito del eje
El eje (generalmente de acero inoxidable 316 o EN9) debe protegerse del producto químico. Utilizamos manguitos de PRFV, cerámica, aleación 20 o Hastelloy B/C, según la compatibilidad con el fluido.
He visto innumerables fábricas tropezar con rupias para ahorrar paisas especificando un manguito cerámico barato en aplicaciones altamente corrosivas. El corrosivo termina corroyendo la cerámica, destruyendo su superficie lisa, lo que a su vez daña las juntas tóricas del sello mecánico. Siempre se debe adaptar la metalurgia del manguito a la concentración química y la temperatura específicas. Sin excepciones.
Causas de fallas en bombas de polipropileno: una matriz de diagnóstico
Para estandarizar su respuesta de mantenimiento, le recomiendo imprimir esta matriz de diagnóstico y colocarla justo al lado de los paneles de control de su planta de tratamiento de efluentes o de su línea de decapado.
| Síntoma | Causa raíz principal | Causa raíz secundaria | Acción recomendada |
| :— | :— | :— | :— |
| La bomba funciona pero no hay flujo. | Bloqueo por vapor / Entrada de aire en la línea de succión | Impulsor completamente obstruido | Verifique la succión inundada, revise las juntas de las bridas y purgue el aire de la carcasa. |
| El caudal es inferior al nominal. | La bomba gira en sentido inverso (fase incorrecta). | Holguras del impulsor desgastadas | Compruebe el sentido de giro del motor. Inspeccione la abertura semiabierta del impulsor. |
| Fuga continua en el sello mecánico | El funcionamiento en seco dañó las caras de sellado. | Deflexión del eje debido a la operación fuera del punto de máxima eficiencia | Sustituya la junta, instale el relé de protección contra funcionamiento en seco. Verifique la curva de presión del sistema. |
| Vibración excesiva / Ruido | Cavitación (NPSHa < NPSHr) | Fallo o desalineación del rodamiento | Ajuste ligeramente la válvula de descarga del acelerador para reducir el NPSH requerido. Compruebe la alineación. |
| Motor con alto consumo de amperios | Gravedad específica del fluido superior a la diseñada | El impulsor roza con la carcasa. | Verifique la densidad relativa del fluido. Compruebe si hay deformación térmica en la carcasa de PP. |

Mantenimiento de bombas químicas en el contexto industrial indio.
Si ha pasado algún tiempo en una planta de producción india, sabrá que nos enfrentamos a desafíos operativos que simplemente no se mencionan en los manuales de mantenimiento genéricos europeos o estadounidenses. En Chintan Engineers, diseñamos nuestras bombas para que soporten estas realidades específicas.
La realidad de la red eléctrica: fluctuaciones de voltaje
En polígonos industriales como Vapi, Dahej o Ankleshwar, mantener un suministro eléctrico estable de 415 V y 50 Hz es un quebradero de cabeza diario. Las fuertes caídas de tensión obligan a los motores de inducción a consumir corrientes más elevadas para mantener el par motor, lo que provoca un rápido sobrecalentamiento. Este calor se transmite directamente por el eje hasta la carcasa del rodamiento, adelgazando la grasa y acelerando el desgaste.
Yorse, las fluctuaciones de frecuencia alteran la velocidad de la bomba. Una caída de frecuencia de 5% (a 47,5 Hz) reduce la altura de elevación de la bomba en casi 10%. Los operarios de la planta suelen suponer que la bomba está fallando y la desmontan, sin saber que la red eléctrica es la verdadera culpable.
Humedad del monzón y polvo ambiental
Los monzones en la India generan una humedad extrema, mientras que las estaciones secas en Gujarat y Maharashtra traen consigo polvo altamente abrasivo. Si las rejillas de ventilación del soporte del rodamiento no están debidamente protegidas, la humedad y el polvo penetran en la carcasa del rodamiento CI GRFG-26. La humedad degrada el aceite lubricante, provocando una falla prematura del rodamiento de bolas doble. Un rodamiento atascado puede romper instantáneamente el eje de la bomba o destruir el sello mecánico.
Al evaluar el reemplazo frente a la reparación, los ingenieros a menudo se centran únicamente en el costo de capital de la bomba desnuda. Pero como comenté en nuestro Costo total de propiedad (TCO) del medidor de flujo de combustible: Costo de precisión y mantenimiento a 5 años En el desglose, debe tenerse en cuenta el costo anualizado del MTBF (Tiempo Medio Entre Fallos), el tiempo de inactividad y la pérdida de inventario de productos químicos. Una bomba de PP resistente a productos químicos y que cumple con la norma ISO 5199 amortiza su costo de ingeniería inicial, ligeramente superior, durante su primer año de servicio continuo.
Sabías: Por eso, recomiendo encarecidamente el diseño de extracción trasera que exige la norma DIN 24256. Permite que el equipo de mantenimiento retire el conjunto giratorio (impulsor, eje, sello y cojinetes) sin alterar las tuberías de succión y descarga ni mover el motor. Lo que antes requería cuatro horas de mantenimiento, ahora se soluciona en tan solo 45 minutos.
Buenas prácticas de instalación para una fiabilidad a largo plazo
Incluso la bomba centrífuga de PP Chintan más precisa fallará prematuramente si la instalación es defectuosa. A lo largo de 22 años, he comprobado que innumerables supuestos "defectos de fabricación" se debían a prácticas de instalación deficientes.
Placa base y lechada
La fiabilidad de una bomba depende de la estabilidad de su base. La bomba y el motor deben montarse sobre una placa base rígida y mecanizada, correctamente anclada a una base de hormigón. La masa de la base debe ser al menos tres veces superior a la masa combinada de la bomba y el motor para absorber las vibraciones de funcionamiento.
Si su operación involucra plataformas móviles de transferencia de productos químicos, similares a las configuraciones de dosificación detalladas en nuestra Guía de especificaciones y metrología para dispensadores de combustible móviles—Asegúrese de que sus bombas de PP estén montadas con aisladores de vibración elastoméricos adecuados para evitar que los golpes durante el transporte agrieten la carcasa de plástico en forma de voluta.
Prevención de tensiones en las tuberías
Las carcasas de polipropileno no pueden soportar el peso de tuberías industriales pesadas. Todas las tuberías de succión y descarga deben estar soportadas de forma independiente.
La prueba de Desai para la deformación de tuberías: Antes de atornillar las bridas, alinee la brida de la tubería con la brida de la bomba. Deben alinearse perfectamente en todos los ejes, con una separación máxima de 1 mm. Si el instalador tiene que usar una palanca o un polipasto para forzar la brida de la tubería a alinearla con la brida de la bomba, se está generando una tensión excesiva. En el momento en que apriete los pernos, esa tensión se transferirá directamente a la carcasa de la bomba. Cuando la bomba arranque, la tensión combinada de la tubería, la presión del fluido y la dilatación térmica acabará por romper la brida de plástico, desprendiéndola por completo de la carcasa.

Geometría de la tubería de succión
Para asegurar un flujo uniforme hacia el ojo del impulsor y evitar turbulencias (que provocan vibraciones y cavitación), asegúrese de que haya un tramo recto de tubería justo antes de la brida de succión de la bomba. Este tramo recto debe tener un diámetro de al menos 5 a 10 veces mayor que el de la tubería de succión. Nunca instale un codo de 90 grados directamente en la brida de succión de la bomba. Simplemente, no lo haga.
Consejo profesional: Utilice siempre un reductor excéntrico (con el lado plano hacia arriba) en lugar de un reductor concéntrico en la línea de succión horizontal. Los reductores concéntricos atrapan una bolsa de aire oculta en la parte superior de la tubería, que eventualmente se desprenderá, entrará en el impulsor y provocará una pérdida repentina de cebado o el colapso total de la superficie de sellado.
Ingeniería de precisión para el manejo de productos químicos
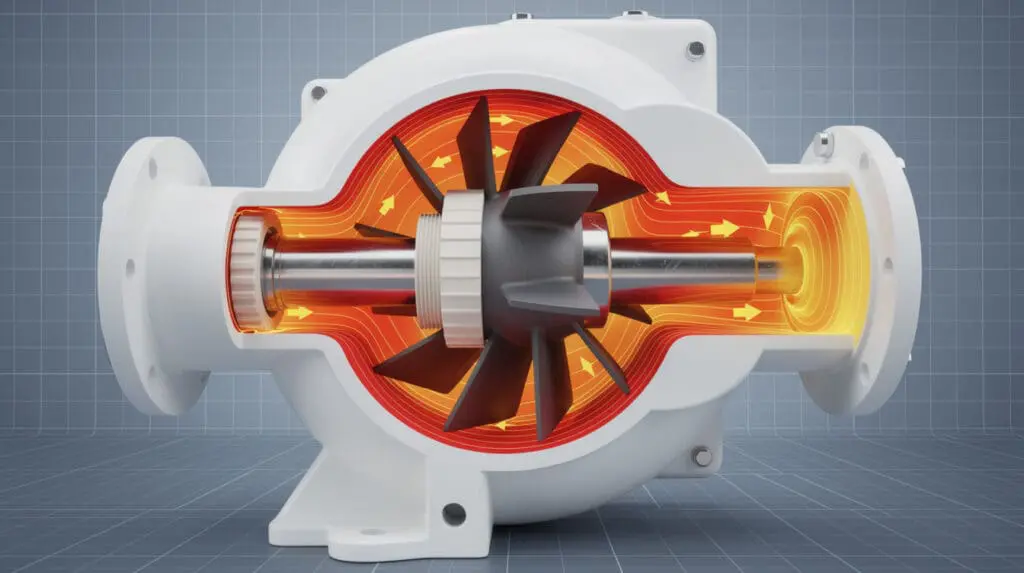
Al fabricar nuestras bombas horizontales de PP de una sola etapa, equilibramos dinámica e hidráulicamente los impulsores semiabiertos con álabes de perfil aerodinámico para manejar con fluidez desde HCl transparente hasta efluentes de tinte viscosos. La carcasa de la bomba está equipada con un anillo metálico externo para una máxima estabilidad dimensional, evitando el efecto de abombamiento en aplicaciones de alta presión.
Ya sea que esté haciendo circular productos químicos en una planta de galvanoplastia, gestionando una línea de depuración con Cl2 y SO2, o alimentando una prensa de filtro de alta capacidad, la fiabilidad de toda su operación depende de la integridad estructural de sus bombas de transferencia.
Deje de tratar los síntomas de la falla de la bomba.
Equipe su planta con bombas centrífugas de PP estándar ISO 5199, diseñadas específicamente para los entornos químicos más exigentes de la India. Elija entre construcciones de PP, PRFV, UHMWPE o PVDF, adaptadas a la dinámica de fluidos de su planta.
Preguntas frecuentes
¿Qué provoca que una bomba centrífuga de PP pierda el cebado durante su funcionamiento?
La pérdida de cebado durante el funcionamiento suele deberse a la entrada de aire a través de una junta de brida de succión defectuosa, a la formación de vórtices por niveles bajos de fluido en el depósito de suministro o a que la temperatura del fluido supere su presión de vapor (cavitación). Verifique que la línea de succión sea completamente hermética y que el NPSHa supere el NPSHr de la bomba.
¿Por qué gotea el sello mecánico de mi bomba de PP después de solo un mes?
Sinceramente, las fugas prematuras en los sellos mecánicos rara vez son un defecto de fabricación. Suelen deberse al funcionamiento en seco (incluso durante unos segundos), a partículas abrasivas en el fluido que erosionan las superficies del sello, a la incompatibilidad química (como el uso de un manguito de eje cerámico estándar con cáusticos agresivos) o a una fuerte deflexión del eje al operar la bomba contra una válvula cerrada.
¿Pueden las bombas de polipropileno manejar líquidos a alta temperatura?
El polipropileno (PP) estándar suele ser adecuado para temperaturas de hasta 80 °C. Sin embargo, en Chintan Engineers ofrecemos carcasas fabricadas con plástico reforzado con fibra de vidrio (GRP) y fluoruro de polivinilideno (PVDF) que amplían el rango de temperatura de funcionamiento hasta 120 °C. Verifique siempre la densidad y la temperatura de funcionamiento antes de la instalación.
¿Cómo puedo prevenir la deformación térmica en la carcasa de una bomba química?
Nunca haga funcionar la bomba sin presión (con la válvula de descarga cerrada). Utilice líneas de derivación de caudal mínimo para garantizar la circulación continua del fluido, lo que disipa de forma segura el calor por fricción. Además, utilice juntas de expansión flexibles en las tuberías para absorber la dilatación térmica antes de que esta ejerza presión mecánica sobre las bridas de plástico de la bomba.
¿Cuál es la diferencia entre un sello mecánico externo e interno en las bombas de PP?
Un sello mecánico interno se ubica dentro de la caja de empaquetadura y está rodeado por el fluido bombeado, lo que ayuda a la refrigeración, pero expone los resortes del sello directamente a los productos químicos corrosivos. Un sello mecánico externo se monta fuera de la carcasa de la bomba, manteniendo los componentes metálicos aislados del fluido agresivo. Los sellos externos, especialmente los de fuelle de PTFE, son altamente recomendables para productos químicos agresivos como el ácido sulfúrico y el HCl.
¿Por qué la vibración es mayor en mi bomba de PP en comparación con las bombas de hierro fundido?
El polipropileno es más ligero y menos rígido que el hierro fundido, lo que significa que absorbe y amortigua menos vibraciones. Las vibraciones elevadas en una bomba de PP suelen indicar tensión en las tuberías debido a una desalineación, un impulsor semiabierto parcialmente obstruido o la degradación de los cojinetes del motor. Asegúrese de que la bomba esté montada sobre una placa base con un buen nivel de mortero, según la norma DIN 24256.
*
Vikram Desai es ingeniero sénior de medición de flujo y dinámica de fluidos en Chintan Engineers, especializado en sistemas de transferencia de productos químicos, medición de flujo industrial y cumplimiento de la metrología en los sectores industriales de la India.
