















He recorrido suficientes unidades de acabado de metales en Rajkot, Ankleshwar y Vatva GIDC como para reconocer el inconfundible olor acre de un sistema de transferencia de productos químicos averiado. Cuando el gerente de una planta de galvanoplastia me llama por una bomba que perdió presión "misteriosamente", en el 90% de los casos encuentro una voluta de acero inoxidable corroída hasta el punto de fallar estructuralmente por ácido clorhídrico o un sello mecánico corroído por la cristalización del ácido crómico.
En el acabado de metales, no se mueve agua. Se manejan baños altamente reactivos y corrosivos: ácido clorhídrico para el decapado, ácido sulfúrico para el anodizado y sales metálicas complejas para el recubrimiento. Confiar en bombas metálicas estándar en estas aplicaciones es, francamente, una mala práctica de ingeniería.
Basándome en 22 años de calibración en campo y dimensionamiento de bombas en polígonos industriales de la India, explicaré en detalle por qué las bombas centrífugas de polipropileno (PP) no metálicas son el estándar obligatorio para baños químicos, cómo se comportan según las normas DIN 24256 / ISO 5199 y cómo dimensionarlas correctamente para las condiciones específicas de su planta.

En este artículo
- El entorno químico: ¿Por qué fallan las bombas metálicas en el acabado de metales?
- Ingeniería básica de bombas centrífugas de PP
- Soluciones de sellado: Sellos mecánicos frente a accionamiento magnético
- Análisis del costo total de propiedad: Bombas de PP frente a bombas metálicas en el acabado de metales
- Restricciones operativas en entornos industriales indios
- Protocolos de instalación para bombas termoplásticas
- Preguntas frecuentes
- Veredicto final de ingeniería
El entorno químico: ¿Por qué fallan las bombas metálicas en el acabado de metales?
Los procesos de galvanoplastia y acabado de metales requieren rangos de pH y conductividades electrolíticas específicas. Las líneas de decapado utilizan ácido clorhídrico (HCl) o ácido sulfúrico (H2SO4) para eliminar la cascarilla de laminación.
¿Por qué los equipos de compras siguen optando por el acero inoxidable para estos baños? Generalmente, se debe a una confianza infundada en la palabra "inoxidable". Sin embargo, cuando una bomba estándar de acero inoxidable 316 maneja 30% HCl, los iones cloruro atacan agresivamente la capa pasiva de óxido de cromo del metal. Esto inicia una corrosión por picaduras localizada. En pocas semanas, las picaduras microscópicas se profundizan en la carcasa de la bomba, alterando el perfil hidráulico de la voluta. Finalmente, el fluido perfora la carcasa o daña las caras del sello mecánico.
Advertencia: Nunca especifique bombas de acero inoxidable 304 o 316 para la transferencia de ácido clorhídrico, independientemente de la concentración. El ataque de los iones cloruro destruirá la carcasa en cuestión de meses. El acero inoxidable es adecuado para fluidos sanitarios o lácteos, pero los ácidos requieren polímeros de ingeniería.
Para manejar de forma fiable estos electrolitos ácidos agresivos, las bombas industriales para el acabado de metales deben estar fabricadas con termoplásticos de ingeniería, concretamente polipropileno (PP), plástico reforzado con fibra de vidrio (GRP), polietileno de ultra alto peso molecular (UHMWPE) o fluoruro de polivinilideno (PVDF).
Ingeniería básica de bombas centrífugas de PP
Al diseñar sistemas de bombeo de transferencia química para el acabado de metales en Chintan Engineers, nos fijamos primero en la integridad estructural del polímero bajo presión dinámica. Nuestras bombas de PP están diseñadas estrictamente para DIN 24256 / ISO 5199 estándares.
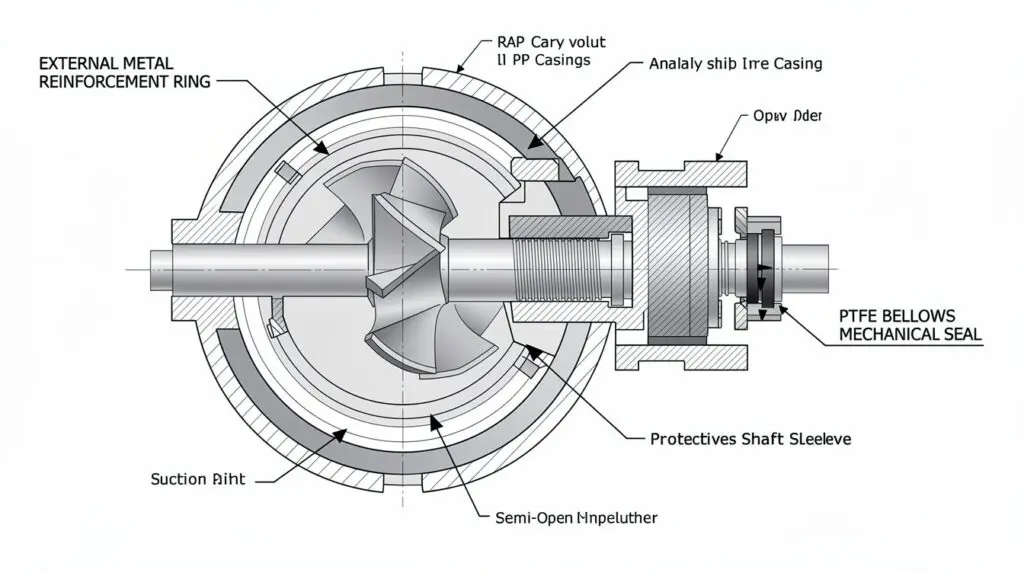
Dinámica de la carcasa voluta y del impulsor
La carcasa presenta un diseño de voluta de una sola pieza, horizontal y dividida radialmente. Debido a que los termoplásticos tienen una resistencia a la tracción menor que el hierro fundido, pueden deformarse bajo tensión. Para contrarrestar esto, nuestras carcasas de bomba incorporan un anillo metálico externo que proporciona estabilidad dimensional. Esta importante adición evita la deformación de la carcasa bajo las cargas de las tuberías y la presión del sistema.
Para el sistema hidráulico interno, equipamos estas bombas con un impulsor semiabierto. Los baños de galvanoplastia rara vez son líquidos puros; contienen sólidos en suspensión, precipitados metálicos y lodos del proceso de decapado. Un impulsor cerrado se obstruiría rápidamente. Nuestros impulsores semiabiertos están equilibrados dinámica e hidráulicamente, y cuentan con álabes de perfil aerodinámico que mantienen la eficiencia incluso al procesar finos metálicos abrasivos.
Matriz de selección de materiales
Las partes en contacto con el fluido (carcasa, impulsor, placa posterior) determinan la resistencia química:
- PP (Polipropileno): El estándar de referencia para la mayoría de ácidos, álcalis y productos químicos de galvanoplastia hasta 80 °C.
- PVDF / PRFV: Se especifica su uso cuando se manipulan ácidos altamente concentrados o cuando las temperaturas se aproximan al límite superior de 120 °C.
El eje en sí suele estar fabricado en acero inoxidable (SS) o acero EN9, pero está completamente aislado del fluido corrosivo mediante un manguito de precisión. Según el electrolito, especificamos manguitos de PRFV (plástico reforzado con fibra de vidrio), cerámica de alta alúmina, aleación 20 o Hastelloy B/C.
¿Está pensando en actualizar su sistema de transferencia de línea de decapado?
Nuestras bombas centrífugas de PP incorporan anillos de soporte metálicos externos y cumplen con la norma ISO 5199 para una máxima resistencia química y una deformación nula.
Soluciones de sellado: Sellos mecánicos frente a accionamiento magnético
Si hay algo que quita el sueño a los gerentes de planta, es una bomba de ácido con fugas. Una falla en el sello del eje no solo daña los cojinetes, sino que también crea un grave riesgo para la seguridad en la planta.
1. Sellos mecánicos de PTFE de montaje externo
Para las bombas de PP estándar que manejan ácidos de decapado, utilizamos sellos mecánicos de montaje externo (a menudo con fuelles de PTFE). Al montar el sello externamente, los componentes metálicos del resorte nunca entran en contacto con el baño corrosivo. Las caras del sello, químicamente inertes, manejan el fluido, mientras que los componentes de tensión permanecen fuera de la zona húmeda.
2. Bombas de accionamiento magnético sin sellos
Cuando se manipulan productos químicos altamente peligrosos y humeantes, como ácido nítrico concentrado o soluciones específicas para el recubrimiento de metales pesados, recomiendo encarecidamente prescindir por completo de los sellos mecánicos.
Nuestro Bomba magnética PP Esta serie utiliza un accionamiento magnético sin sellos. El motor acciona un imán exterior, que hace girar un imán interior acoplado al impulsor, separados por una carcasa aislante de polímero sólido. No hay ninguna perforación del eje a través de la carcasa, lo que elimina por completo la posibilidad de fugas.
Consejo profesional: Si su unidad de galvanoplastia opera con circulación continua de electrolitos tóxicos las 24 horas del día, los 7 días de la semana, donde una fuga obligaría a detener la planta, especifique la bomba magnética de PP sin sellos. La inversión inicial es mayor, pero la eliminación del mantenimiento se amortiza en el primer año.
Análisis del costo total de propiedad: Bombas de PP frente a bombas metálicas en el acabado de metales
Escucho constantemente que las bombas de polímero de ingeniería son un "gasto innecesario" en comparación con una unidad metálica básica. Analicemos los cálculos reales para una planta de tratamiento de efluentes (PTE) que maneja aguas residuales ácidas de lavado a un caudal de 15 m³/h, operando 12 horas al día.
| Especificación | Sistema de bombeo SS-316 | Bomba centrífuga de PP sólido |
| :— | :— | :— |
| Costo de capital | ₹48.000 | ₹35.000 |
| Margen de corrosión | Falla debido a la corrosión por cloruros. | Completamente inerte al ácido. |
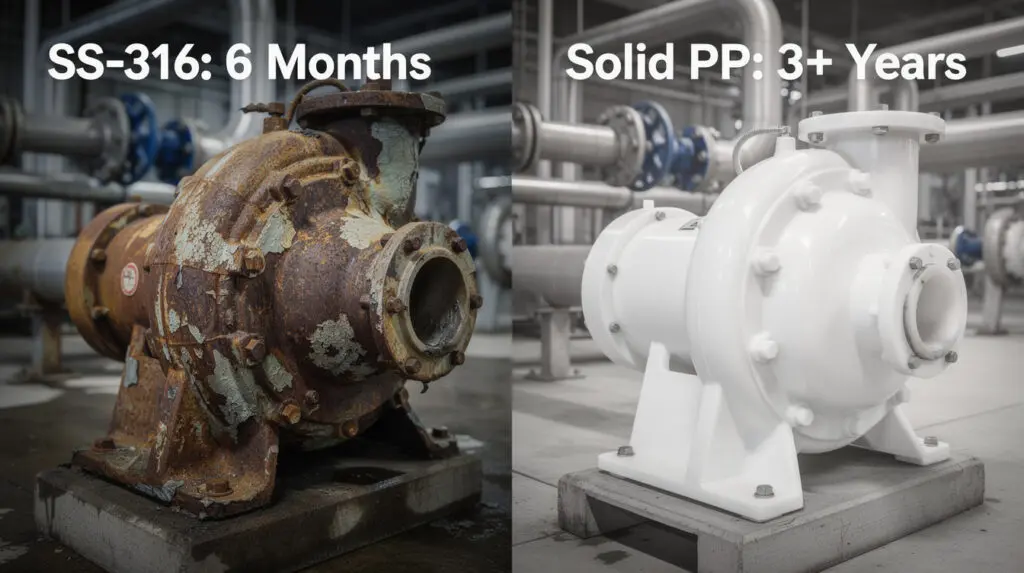
| Vida útil promedio | 6-8 meses | 36 – 48 meses |
| Mantenimiento anual | ₹25.000 (Reparación de sello e impulsor) | ₹4.500 (Grasa básica para rodamientos) |
| Costo total de propiedad a 3 años | ₹219.000 | ₹48.500 |
Seleccionar fabricantes de bombas de transferencia de productos químicos en India que diseñen bloques de PP sólidos, en lugar de solo carcasas metálicas revestidas de PP, garantiza que usted logre esta reducción en el costo total de propiedad del modelo 77%.
Como nota aparte, si bien el transporte de ácidos requiere bombas de PP robustas, la medición precisa de sus entregas de productos químicos a granel requiere medidores de flujo especializados. Si recibe camiones cisterna a granel de disolventes pesados o diésel para sus calderas, los medidores estándar no le servirán. Revise mi análisis sobre Caudalímetros de desplazamiento positivo frente a caudalímetros ultrasónicos para garantizar que su logística de entrada sea tan rigurosa como sus líneas de producción.
Restricciones operativas en entornos industriales indios
Instalar una bomba de polipropileno para ácidos en un laboratorio europeo impecable es una cosa; instalarla en una zona química de Ankleshwar durante el monzón es otra muy distinta. Debemos diseñar teniendo en cuenta las realidades locales.
Fluctuaciones de voltaje y carga del motor
Todos conocemos la realidad de la red eléctrica en muchos polígonos industriales: las caídas de tensión son frecuentes. Una caída de tensión provoca que el motor de inducción consuma más corriente para mantener el par requerido, lo que aumenta el calor. Si bien el soporte de cojinetes de hierro fundido GRFG-26 y los rodamientos de bolas dobles soportan bien el calor estructural, el sobrecalentamiento prolongado del motor puede transmitir energía térmica a través del eje. Siempre recomendamos sobredimensionar ligeramente la carcasa del motor cuando se opera en zonas con inestabilidad eléctrica conocida.
Sabías: Una caída de voltaje de 10% produce una caída de par motor de 20%. En aplicaciones de alta densidad, como los lodos de galvanoplastia pesados, esto puede provocar que el impulsor semiabierto se detenga si el motor no tiene el tamaño adecuado.
Integración de sistemas y procesamiento por lotes
La galvanoplastia requiere una dosificación precisa de abrillantadores, agentes niveladores y reguladores de pH en el baño principal. Su bomba de PP proporciona la circulación necesaria, pero si su sistema de dosificación de productos químicos está mal calibrado, el espesor del recubrimiento variará, lo que provocará el rechazo de piezas. Si su planta tiene problemas con la dosificación química constante, tómese una taza de chai y lea mi artículo. Guía para la resolución de problemas en sistemas de dosificación de líquidos para garantizar su control de calidad.
Protocolos de instalación para bombas termoplásticas
Una advertencia: los termoplásticos se expanden y contraen con los cambios de temperatura mucho más que los metales. Al instalar una bomba de PP, los ingenieros de planta deben seguir protocolos de tuberías estrictos:
- Soporte de tuberías independiente: Insisto en esto: nunca utilice la carcasa de PP de la bomba para soportar el peso de las tuberías de UPVC o CPVC. Todas las tuberías de succión y descarga deben tener soporte independiente. El anillo metálico externo de nuestras bombas proporciona estabilidad dimensional, pero una tensión excesiva en las tuberías acabará provocando una desalineación de la brida.
- Juntas de expansión: Si la bomba maneja fluidos que se aproximan a su límite superior de 120 °C, instale juntas de expansión de fuelle de PTFE en el lado de descarga para absorber la expansión térmica de la tubería.
- Condiciones de succión: Las bombas de PP son excelentes para el servicio continuo, pero bajo ninguna circunstancia deben funcionar en seco. Asegúrese de seguir los protocolos de ventilación automática de la carcasa y de mantener una altura neta de aspiración positiva (NPSHa) adecuada para evitar la cavitación, que puede erosionar el impulsor de polímero con el tiempo.
¿Necesita ayuda para dimensionar una bomba para su baño químico específico?
Indíquenos la densidad relativa, la temperatura y la altura de elevación requerida del fluido. Calcularemos el modelo exacto de bomba PP o magnética para su operación.
Preguntas frecuentes
¿Cuál es la temperatura máxima que puede soportar una bomba de PP?
El polipropileno (PP) estándar soporta temperaturas de hasta 80 °C de forma eficiente. Para baños de acabado de metales que operan entre 80 °C y 120 °C, especificamos materiales termoplásticos alternativos como PVDF (fluoruro de polivinilideno) o plásticos reforzados con fibra de vidrio (GRP) específicos para los componentes en contacto con el fluido.
¿Puede una bomba de PP manejar líquidos con sólidos en suspensión?
Sí. Nuestras bombas centrífugas de PP incorporan impulsores semiabiertos diseñados específicamente para manejar líquidos con precipitados, lodos y partículas finas. Esto evita la rápida obstrucción que suele producirse en las líneas de decapado y las plantas de tratamiento de efluentes.
¿Por qué utilizar un sello mecánico externo para ácidos?
Un sello mecánico externo mantiene el resorte metálico y los componentes de tensión completamente fuera de la carcasa de la bomba. Solo las superficies de sellado químicamente inertes (generalmente de carburo de silicio o carbono) y los componentes de PTFE entran en contacto con el ácido agresivo, lo que evita la rápida degradación del sello.
¿Cuál es la diferencia entre una bomba PP de accionamiento directo y una bomba PP magnética?
Una bomba de PP de accionamiento directo utiliza un eje físico conectado al motor y sellado mediante un sello mecánico. Una bomba magnética de PP no requiere sellos; utiliza la fuerza magnética para impulsar el impulsor a través de una pared de polímero sólido, eliminando el riesgo de fugas en el eje. Las bombas magnéticas son nuestra opción preferida para productos químicos altamente peligrosos o que desprenden vapores.
¿Cómo afecta la viscosidad del fluido a una bomba centrífuga de PP?
Las bombas centrífugas son muy eficientes para fluidos de baja viscosidad como el agua y los ácidos estándar. Si su proceso involucra fluidos de alta viscosidad (cercanos a 1500 centipoises) como jarabes pesados o resinas poliméricas específicas, debe cambiar a Bombas de acero inoxidable – Serie CE Diseñado específicamente para viscosidades más elevadas, siempre que el fluido sea químicamente compatible con el acero inoxidable.
Veredicto final de ingeniería
En pocas palabras, operar una planta de galvanoplastia o acabado de metales con el equipo de transferencia de productos químicos inadecuado supone un gasto operativo constante. Las bombas metálicas, por muy aleadas que estén, acabarán por deteriorarse debido a la presencia de cloruros, sulfatos y niveles de pH extremos.
Las bombas de polipropileno sólido, diseñadas según la norma ISO 5199 con impulsores semiabiertos adecuados y sellos mecánicos externos, no son solo una alternativa, sino un requisito obligatorio para un funcionamiento seguro y continuo en estos entornos.
Basándome en décadas de instalaciones en zonas químicas de la India, recomiendo estandarizar sus líneas de circulación de decapado, tratamiento de efluentes y galvanoplastia exclusivamente con sistemas centrífugos de PP o PVDF. Deje de reemplazar impulsores corroídos cada seis meses y comience a diseñar para lograr la estabilidad de la planta a largo plazo.
Dejen de tratar la avería de la bomba como un gasto operativo rutinario.
Equipe su planta de acabado de metales con las bombas de PP resistentes a productos químicos de Chintan Engineers. Póngase en contacto con nuestro equipo técnico hoy mismo para seleccionar la configuración de impulsor y sello adecuada para su baño ácido específico.
