















I have walked through enough metal finishing units in Rajkot, Ankleshwar, and Vatva GIDC to know the distinct acrid smell of a failing chemical transfer system. When an electroplating plant manager calls me about a pump that "mysteriously" lost pressure, 90% of the time I find a stainless steel volute pitted to the point of structural failure by hydrochloric acid or a mechanical seal eaten alive by chromic acid crystallization.
In metal finishing, you are not moving water. You are handling highly reactive, corrosive baths—hydrochloric acid for pickling, sulfuric acid for anodizing, and complex metallic salts for plating. Relying on standard metallic pumps in these applications is, frankly, engineering malpractice.
Based on 22 years of field calibration and pump sizing across Indian industrial estates, I will break down exactly why non-metallic Polypropylene (PP) Centrifugal Pumps are the mandatory standard for chemical baths, how they perform under DIN 24256 / ISO 5199 standards, and how to properly size them for your specific plant conditions.

In This Article
- The Chemical Environment: Why Metallic Pumps Fail in Metal Finishing
- Core Engineering of PP Centrifugal Pumps
- Sealing Solutions: Mechanical Seals vs. Magnetic Drive
- TCO Analysis: PP vs. Metallic Pumps in Metal Finishing
- Operating Constraints in Indian Industrial Environments
- Installation Protocols for Thermoplastic Pumps
- Frequently Asked Questions
- Final Engineering Verdict
The Chemical Environment: Why Metallic Pumps Fail in Metal Finishing
Electroplating and metal finishing demand specific pH ranges and electrolytic conductivities. Pickling lines rely on Hydrochloric Acid (HCl) or Sulfuric Acid (H2SO4) to remove mill scale.
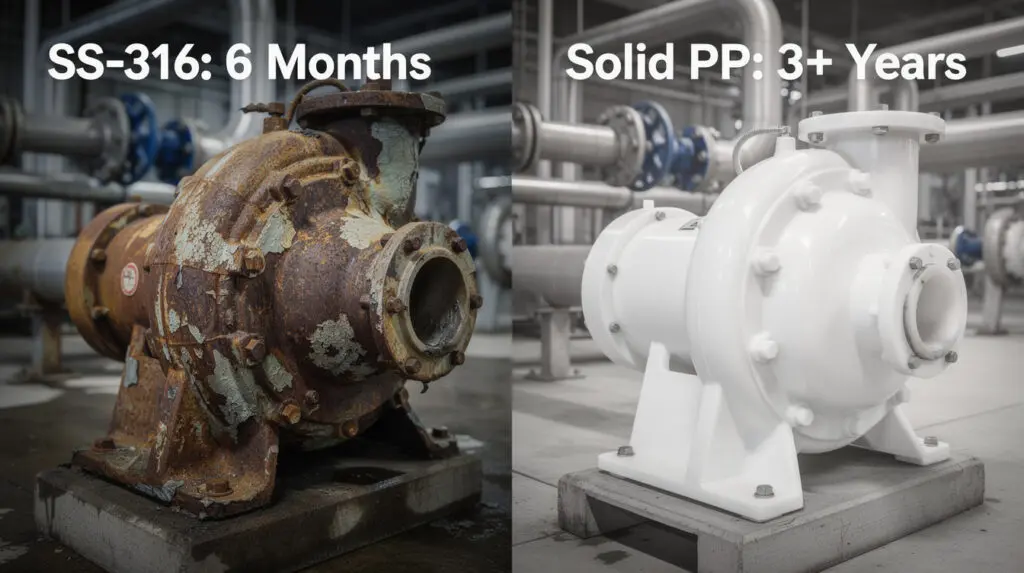
Why do procurement teams still default to stainless steel for these baths? Usually, it is a misplaced trust in the word "stainless." But when a standard SS-316 pump handles 30% HCl, the chloride ions aggressively attack the passive chromium-oxide layer on the metal. This initiates localized pitting corrosion. Within weeks, microscopic pits deepen into the pump casing, altering the hydraulic profile of the volute. Eventually, the fluid breaches the casing or ruins the mechanical seal faces.
Warning: Never specify SS-304 or SS-316 pumps for Hydrochloric Acid transfer, regardless of concentration. The chloride ion attack will destroy the casing within months. SS is suitable for sanitary fluids or dairy, but acids require engineered polymers.
To handle these aggressive acidic electrolytes reliably, industrial pumps for metal finishing must be constructed from engineered thermoplastics—specifically Polypropylene (PP), Glass Reinforced Plastic (GRP), Ultra-High-Molecular-Weight Polyethylene (UHMWPE), or Polyvinylidene Fluoride (PVDF).
Core Engineering of PP Centrifugal Pumps
When designing chemical transfer pump systems for metal finishing at Chintan Engineers, we look first at the structural integrity of the polymer under dynamic pressure. Our PP pumps are designed strictly to DIN 24256 / ISO 5199 standards.
Volute Casing and Impeller Dynamics
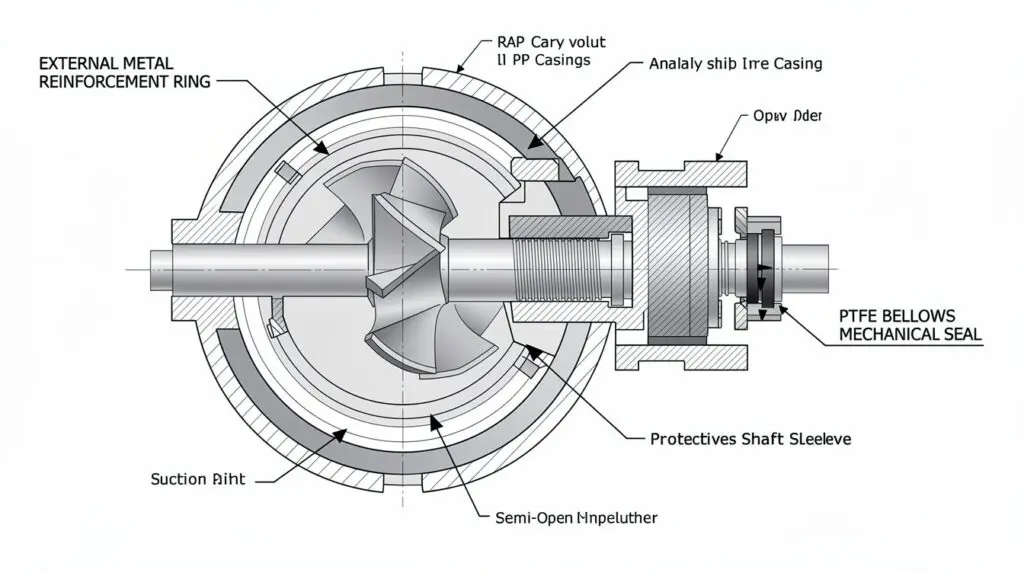
The casing is a horizontal, radially split, one-piece volute design. Because thermoplastics naturally have lower tensile strength than cast iron, they can creep under stress. To counter this, our pump casings are furnished with an external metal ring for dimensional stability. This crucial addition prevents casing distortion under piping loads and system pressure.
For the internal hydraulics, we fit these pumps with a semi-open impeller. Plating baths are rarely pure liquids; they contain suspended solids, metal precipitates, and sludge from the pickling process. A closed impeller would clog rapidly. Our semi-open impellers are dynamically and hydraulically balanced, featuring streamlined profile vanes that maintain efficiency even when handling abrasive metal fines.
Material Selection Matrix
The wetted parts (Casing, Impeller, Back Plate) dictate the chemical resistance:
- PP (Polypropylene): The workhorse standard for most acids, alkalis, and electroplating chemicals up to 80°C.
- PVDF / GRP: Specified when handling highly concentrated acids or when temperatures push toward the 120°C upper limit.
The shaft itself is typically fabricated from SS or EN9, but it is completely isolated from the corrosive fluid by a precision shaft sleeve. Depending on the electrolyte, we specify sleeves in GRP, High-Alumina Ceramic, Alloy-20, or Hastelloy B/C.
Upgrading your pickling line transfer system?
Our PP Centrifugal Pumps feature external metal support rings and ISO 5199 compliance for maximum chemical resistance and zero distortion.
Sealing Solutions: Mechanical Seals vs. Magnetic Drive
If there is one thing that keeps plant managers up at night, it is a leaking acid pump. A seal failure at the shaft not only damages the bearings but creates a severe safety hazard on the plant floor.
1. Externally Mounted PTFE Mechanical Seals
For standard PP pumps handling pickling acids, we use externally mounted mechanical seals (often with PTFE bellows). By mounting the seal externally, the metallic spring components never come into contact with the corrosive bath. The chemically inert seal faces handle the fluid, while the tensioning components remain safely out of the wetted zone.
2. Seal-Less Magnetic Drive Pumps
When handling highly hazardous, fuming chemicals—like concentrated Nitric acid or specific heavy-metal plating solutions—I strongly advocate moving away from mechanical seals entirely.
Our PP Magnetic Pump series utilizes a seal-less magnetic drive. The motor drives an outer magnet, which rotates an inner magnet attached to the impeller, separated by a solid polymer isolation shell. There is absolutely zero shaft penetration through the casing, which translates to zero chance of leakage.
Pro Tip: If your electroplating unit runs continuous 24/7 circulation of toxic electrolytes where a leak would mandate a plant shutdown, specify the seal-less PP Magnetic Pump. The initial capital expenditure is higher, but the maintenance elimination pays for itself within the first year.
TCO Analysis: PP vs. Metallic Pumps in Metal Finishing
I constantly hear that engineered polymer pumps are an "unnecessary expense" compared to a basic metallic unit. Let's look at the actual math for an Effluent Treatment Plant (ETP) handling spent acidic wash water at 15 m³/hr, operating 12 hours a day.
| Specification | SS-316 Pump System | Solid PP Centrifugal Pump |
| :— | :— | :— |
| Capital Cost | ₹48,000 | ₹35,000 |
| Corrosion Allowance | Fails due to chloride pitting | Completely inert to acid |
| Average Lifespan | 6 – 8 Months | 36 – 48 Months |
| Annual Maintenance | ₹25,000 (Seal & Impeller repair) | ₹4,500 (Basic bearing grease) |
| 3-Year TCO | ₹219,000 | ₹48,500 |
Selecting chemical transfer pump manufacturers in India who engineer solid PP blocks—rather than just PP-lined metal casings—ensures you achieve this 77% reduction in Total Cost of Ownership.
As an aside, while moving the acids requires robust PP pumps, accurately measuring your bulk inbound chemical deliveries requires specialized flow meters. If you are receiving bulk tankers of heavy solvents or diesel for your boilers, standard meters will fail you. Review my analysis on Positive Displacement vs Ultrasonic Flow Meters to ensure your inbound logistics are as tight as your process lines.
Operating Constraints in Indian Industrial Environments
Installing a PP pump for acids in a pristine European lab is one thing; installing it in an Ankleshwar chemical zone during the monsoon is another. We must engineer for local realities.
Voltage Fluctuations and Motor Load
We all know the reality of the grid in many industrial estates—voltage drops are frequent. A drop in voltage causes the induction motor to draw more current to maintain the required torque, increasing heat. While the Cast Iron GRFG-26 bearing bracket and double ball bearings handle structural heat well, sustained motor overheating can transmit thermal energy down the shaft. We always recommend oversizing the motor frame slightly when operating in areas with known power instability.
Did You Know: A 10% drop in voltage results in a 20% drop in motor torque. In high-specific-gravity applications like heavy electroplating sludges, this can cause the semi-open impeller to stall if the motor is not adequately sized.
System Integration and Batching
Electroplating requires precise dosing of brighteners, leveling agents, and pH adjusters into the main bath. Your PP pump provides the heavy-lifting circulation, but if your chemical batching system is miscalibrated, your plating thickness will vary, leading to rejected parts. If your plant struggles with consistent chemical dosing, grab a cup of chai and read through my Troubleshoot Liquid Batching Systems Guide to secure your quality control.
Installation Protocols for Thermoplastic Pumps
A word of warning: thermoplastics expand and contract with temperature changes significantly more than metals. When installing a PP pump, plant engineers must follow strict piping protocols:
- Independent Pipe Support: I cannot stress this enough—never use the PP pump casing to support the weight of the UPVC or CPVC piping. All suction and discharge piping must be independently supported. The external metal ring on our pumps provides dimensional stability, but excessive pipe strain will eventually cause flange misalignment.
- Expansion Joints: If the pump handles fluids nearing its 120°C upper limit, install PTFE bellows expansion joints on the discharge side to absorb thermal expansion of the piping.
- Suction Conditions: PP pumps are excellent for continuous service, but they absolutely must not run dry. Ensure self-venting casing protocols are followed and maintain adequate Net Positive Suction Head available (NPSHa) to prevent cavitation, which can erode the polymer impeller over time.
Need assistance sizing a pump for your specific chemical bath?
Provide us with your fluid specific gravity, temperature, and required head. We will calculate the exact PP or Magnetic pump model for your operation.
Frequently Asked Questions
What is the maximum temperature a PP pump can handle?
Standard Polypropylene (PP) handles temperatures up to 80°C efficiently. For metal finishing baths operating between 80°C and 120°C, we specify alternate thermoplastic materials like PVDF (Polyvinylidene Fluoride) or specific Glass Reinforced Plastics (GRP) for the wetted components.
Can a PP pump handle liquids with suspended solids?
Yes. We fit our PP centrifugal pumps with semi-open impellers specifically designed to handle liquids with precipitates, sludge, and fines. This prevents the rapid clogging commonly seen in pickling lines and effluent treatment plants.
Why use an external mechanical seal for acids?
An external mechanical seal keeps the metallic spring and tensioning components completely outside the pump casing. Only the chemically inert seal faces (usually silicon carbide or carbon) and PTFE components contact the aggressive acid, preventing rapid seal degradation.
What is the difference between a direct drive PP pump and a Magnetic PP pump?
A direct-drive PP pump uses a physical shaft connected to the motor, sealed by a mechanical seal. A PP Magnetic pump is entirely seal-less; it uses magnetic force to drive the impeller through a solid polymer wall, eliminating the risk of shaft leakage. Magnetic pumps are our go-to for highly hazardous or fuming chemicals.
How does fluid viscosity affect a PP centrifugal pump?
Centrifugal pumps are highly efficient for low-viscosity fluids like water and standard acids. If your process involves highly viscous fluids (approaching 1500 centipoise) such as heavy syrups or specific polymer resins, you must switch to SS Pumps – CE Series designed specifically for higher viscosities—provided the fluid is chemically compatible with stainless steel.
Final Engineering Verdict
To put it bluntly, operating an electroplating or metal finishing plant with the wrong chemical transfer equipment is a continuous drain on your operational expenditure. Metallic pumps, no matter how highly alloyed, will eventually succumb to the harsh realities of chlorides, sulfates, and extreme pH levels.
Solid Polypropylene pumps, engineered to ISO 5199 with proper semi-open impellers and external mechanical seals, are not just an alternative—they are the mandatory requirement for safe, continuous operation in these environments.
Based on decades of installations in Indian chemical zones, I recommend standardizing your pickling, ETP, and plating circulation lines exclusively on PP or PVDF centrifugal systems. Stop replacing corroded impellers every six months, and start engineering for long-term plant stability.
Stop treating pump failure as a routine operating expense.
Equip your metal finishing plant with Chintan Engineers' chemical-resistant PP Pumps. Contact our technical team today to select the correct impeller and seal configuration for your specific acid bath.
