















An unexpected mechanical seal failure on a 30% HCL circulation line doesn't just create a hazardous chemical spill—it halts your entire pickling process. In a mid-sized steel rolling mill, a single hour of halted pickling costs upwards of ₹2.5 Lakhs in delayed production. Over my 22 years at Chintan Engineers, I've walked through enough rolling mills across Mandi Gobindgarh, Tarapur, and Gujarat's GIDC estates to spot a failing pump before I even reach the acid baths. The pungent smell of leaking Hydrochloric acid and the sight of corroded base plates usually tell the whole story.
Procurement often treats an acid transfer pump for steel plant applications as a generic commodity. (This is a costly mistake, if you ask me.) They buy unreinforced, light-duty plastic pumps, install them on lines handling hot, scale-laden acids, and wonder why the casings warp or the impellers shatter within three months.
Handling corrosive acids in steel pickling and acid recovery requires heavy-duty, engineered fluid dynamics. Rather than relying on generic spec sheets, let me show you exactly why horizontally split, metal-reinforced Polypropylene (PP) centrifugal pumps are the only reliable choice for these aggressive environments.

In This Article
- The Brutal Chemistry of Steel Pickling Lines
- Casing Stability: The Critical Role of the External Metal Ring
- Semi-Open Impellers: Defeating Iron Oxide Scales
- Shaft Sleeves and Sealing: The Lifecycle Deciders
- TCO Analysis: Engineered PP Pumps vs. Cheap Alternatives
- Advanced Application: Acid Recovery and Batching
- Installation Protocols for Indian Mill Conditions
- Frequently Asked Questions
- Stop Compromising on Acid Transfer
The Brutal Chemistry of Steel Pickling Lines
Steel pickling is an unforgiving process. To remove mill scales, impurities, and rust from steel strips or wires, plants utilize Hydrochloric Acid (HCL) or Sulphuric Acid (H2SO4) at elevated temperatures.
As the acid reacts with the steel, the fluid chemistry changes. You aren't just pumping pure HCL anymore; you are pumping a highly corrosive, high-specific-gravity cocktail of acid, ferrous chloride, suspended iron oxide scales, and silicates. I've routinely seen the specific gravity of these baths shoot past 1.30 as the reaction accelerates at 80°C to 100°C.
Standard metallic pumps, even those made of exotic stainless steels like SS-316L, will succumb to pitting and crevice corrosion under hot chloride attack. Rubber-lined pumps often fail because the rubber peels away under vacuum or high-velocity turbulence, instantly exposing the vulnerable cast iron beneath.
This is why a solid Polypropylene (PP) pump for HCL transfer is mandatory. Polypropylene offers near-universal resistance to both HCL and Sulphuric acid. However, not all PP pumps are built the same.
Casing Stability: The Critical Role of the External Metal Ring
Polypropylene is highly chemically resistant, but as a thermoplastic, its mechanical strength decreases as temperature rises. At 90°C, standard PP begins to lose its tensile strength. In high-pressure circulation lines, this leads to casing distortion. When the casing expands or warps, the tightly toleranced gap between the impeller and the volute changes, dropping your flow rate and destroying the mechanical seal alignment.
At Chintan Engineers, we build our heavily engineered horizontal PP pumps strictly to DIN 24256 / ISO 5199 standards for exactly this reason. We use a one-piece volute casing design fitted with an external metal ring for dimensional stability.
Warning: Never install an unreinforced plastic pump on a hot acid line. At temperatures approaching 120°C, thermal expansion will warp the volute casing, causing catastrophic seal failure. Always verify the presence of external structural reinforcement.
Think of this metal ring as an external skeleton. It allows the pump to withstand internal hydraulic pressures up to 16 bar and handle liquid temperatures up to 120°C without the volute expanding or losing its geometric centerline. This is the structural difference between a pump that lasts three years and one that fails in three weeks.
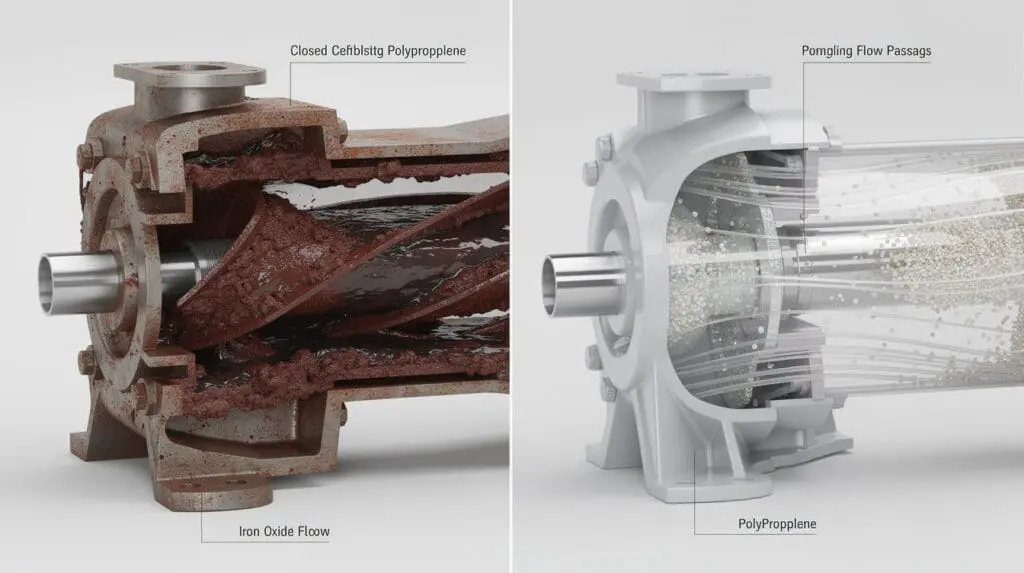
Semi-Open Impellers: Defeating Iron Oxide Scales
The fluid in a pickling line is inherently abrasive. As mill scale dissolves, hard particulate matter remains suspended in the acid. If you use a closed impeller, these particulates accumulate inside the impeller vanes. I've personally had to tear down standard pumps where the impeller was practically cemented shut with iron scale within days, causing the motor to trip on overload.
To counter this, I insist on fitting our pumps with a semi-open, dynamically and hydraulically balanced impeller featuring streamlined profile vanes.
- Clog Resistance: The semi-open design actively prevents the accumulation of scale and sludge.
- Hydraulic Balance: Dynamic balancing minimizes axial thrust, protecting the bearings even when handling high-density ferrous chloride solutions.
- Single Passage Efficiency: Designed for single-stage, single-passage efficiency, these impellers maintain the heavy flow rates critical for continuous acid scrubbing and circulation.
Tired of frequent pump clogs in your pickling line?
Upgrade to our heavy-duty PP pumps with dynamically balanced semi-open impellers, engineered specifically for scale-laden hot acids.
Shaft Sleeves and Sealing: The Lifecycle Deciders
The weakest point in any centrifugal pump handling corrosive chemicals is where the rotating shaft enters the casing. If hot HCL makes contact with the metallic shaft, the shaft will dissolve in days, snapping under torque like a dry twig.
To prevent this, the shaft (typically SS/EN9) must be entirely isolated from the fluid. We achieve this using specialized shaft sleeves made from GRP, Ceramic, Alloy-20, or Hastelloy B/C depending on the exact acid concentration and temperature.
For 30% HCL in a steel plant, I always recommend a high-alumina Ceramic or Hastelloy C sleeve. It completely resists the chloride attack while providing a diamond-hard surface for the mechanical seal faces to ride against.
Externally Mounted Mechanical Seals
We utilize externally mounted mechanical seals equipped with PTFE bellows for pickling line pumps. By keeping the metallic spring mechanism of the seal outside the fluid zone, we eliminate the risk of the spring corroding and failing. For extremely aggressive continuous service, we also offer specialized gland packing components designed for destructive duties where sudden mechanical seal failure poses too high a risk.
Pro Tip: If you are experiencing repeated seal leaks on your chemical pumps, ensure your suction lines are flooded. Running a PP pump dry for even 30 seconds will melt the PTFE seal faces due to friction heat. For persistent issues, review our guide on PP Pump Troubleshooting: Fix Chemical Leaks & Priming.
TCO Analysis: Engineered PP Pumps vs. Cheap Alternatives
I often walk plant managers through this exact Total Cost of Ownership (TCO) breakdown for a 50m³/hr acid circulation requirement in a steel plant over a 24-month period.
| Cost Factor | Cheap Generic Plastic Pump | Chintan Engineered PP Pump (ISO 5199) |
| :— | :— | :— |
| Initial Capital Cost | ₹35,000 | ₹85,000 |
| Lifespan before failure | 3 – 4 Months | 24 – 36+ Months |
| Pump Replacements (2 yrs) | 6 units (₹2,10,000) | 0 units (Maintenance only) |
| Maintenance / Seal Kits | ₹40,000 | ₹15,000 |
| Downtime Cost (Est.) | ₹15,00,000 (6 breakdowns) | ₹0 (Scheduled maintenance) |
| 2-Year Total Cost | ₹17,85,000 | ₹100,000 |
Note: Downtime costs based on conservative ₹2.5 Lakh/hr estimate over a two-hour replacement window.
As you can see, the perceived "savings" from buying a lighter, cheaper pump are instantly eradicated the moment your line goes down for the first breakdown.
Advanced Application: Acid Recovery and Batching
Modern steel mills don't just dump spent acid; they route it to Acid Regeneration Plants (ARP) or Effluent Treatment Plants (ETP). Transferring spent acid to these recovery systems requires high-capacity transfer pumps that can handle the fluctuating specific gravities of the fluid.
When loading spent acid into tankers or transferring it to dosing tanks, flow measurement is critical. If you are integrating these pumps with automated dosing or recovery systems, you must ensure precise fluid handling. Load cells are common, but combining a robust PP pump with a flow-meter-based batching controller usually gives you tighter accuracy without the mechanical calibration headaches. I highly recommend reading my detailed breakdown on Liquid Batching vs Load Cells: An Engineer's Guide to optimize your acid recovery infrastructure.
Did You Know: Did you know? The self-venting casing design in our PP pumps actively prevents vapor lock. In hot HCL applications, volatile fumes can build up inside the volute when the pump is idle, which frequently prevents standard pumps from priming upon restart.
Installation Protocols for Indian Mill Conditions
Indian industrial environments—particularly in the heavy steel belts of Chhattisgarh, Punjab, and Gujarat—present unique challenges. High ambient temperatures, monsoon humidity, dust ingress, and frequent voltage fluctuations dictate strict installation protocols. Here are the three non-negotiables I insist upon before commissioning:
- Baseplate Rigidity: Corrosive chemical pumps for steel mills must be mounted on a rigid, acid-resistant foundation. We use heavy Cast Iron (C.I. GRFG-26) bearing brackets. However, if the concrete plinth is compromised by acid spills, vibrations will destroy the double ball bearings. Always use acid-proof epoxy coating on your pump plinths.
- Pipe Strain: PP is tough, but it is not steel. Never force misaligned heavy UPVC or lined steel pipes onto the pump flanges. Flange drilling standards are per DIN 24255 / ISO 2858. Always use expansion joints or flexible bellows on the suction and discharge to isolate the pump casing from pipe strain.
- Motor Protection: Dust and humidity in GIDC areas easily degrade motor insulation. Ensure the coupled motors have adequate IP ratings (IP55 minimum) and are protected by proper canopies if installed outdoors near the scrubber units.
Need help sizing a pump for your acid recovery plant?
Our engineering team can select the exact impeller diameter and shaft sleeve material for your specific acid concentration and temperature profile.

Frequently Asked Questions
What is the maximum temperature a PP pump can handle in an HCL application?
With external metal ring reinforcement, our PP pumps comfortably handle liquid temperatures up to 120°C. The ring ensures the volute casing maintains its dimensional stability and structural integrity even at elevated temperatures, preventing seal misalignment and flow drops.
Why use a semi-open impeller for pickling line pumps instead of a closed impeller?
Pickling acid dissolves mill scales, leaving suspended iron oxide particulates in the fluid. Closed impellers trap these particulates, leading to clogging, cavitation, and motor overload. Semi-open impellers pass these solids efficiently and are easier to clean, making them ideal for continuous service in steel rolling mills.
Which shaft sleeve material is best for an acid transfer pump for a steel plant?
For 30% HCL and mixed acid duties, high-purity Ceramic or Hastelloy B/C shaft sleeves are recommended. They provide excellent chemical resistance to chloride attack and offer a very hard surface that extends the life of the externally mounted mechanical seals.
Are these pumps suitable for scrubbing systems?
Yes. These pumps are heavily utilized in scrubber systems for cleaning destructive gases like NH3, CO2, SO2, and Cl2. Their high-capacity transfer rates and self-venting casings make them the natural choice for both pickling line recirculation and fume extraction scrubbers.
How does an externally mounted mechanical seal improve pump lifespan?
In an externally mounted seal, the metallic components (like the springs) are kept completely outside the pump casing. They never come into contact with the corrosive fluid. Only the chemically inert PTFE bellows and the seal faces interact with the acid, drastically reducing the chances of premature seal failure.
Stop Compromising on Acid Transfer
As a plant engineer, your mandate is simple: keep the line moving. Every time a cheap acid transfer pump fails on your pickling line, you aren't just losing the cost of the pump; you are hemorrhaging money in production delays, labor, and potential environmental safety hazards.
A properly sized, horizontally split, externally reinforced PP pump is an investment in your plant's reliability. By insisting on ISO 5199 standard construction, semi-open dynamically balanced impellers, and appropriate shaft metallurgy, you transform a persistent maintenance headache into a set-and-forget asset.
Ready to upgrade your pickling line reliability?
Stop replacing cheap pumps every three months. Speak to our technical team to size a heavy-duty PP pump engineered specifically for your specific gravity and acid temperature.
