















30% ഹൈഡ്രോക്ലോറിക് ആസിഡിന്റെ 50 L/hr ചോർച്ചയ്ക്ക് കാരണമാകുന്ന ഒരു പ്രാദേശിക മെക്കാനിക്കൽ സീൽ പരാജയം നിങ്ങളുടെ ബേസ്പ്ലേറ്റ് ഫൗണ്ടേഷന് കേടുവരുത്തുക മാത്രമല്ല ചെയ്യുന്നത് - സജീവമായ ഒരു സ്റ്റീൽ പിക്കിംഗ് ലൈനിൽ, ആ പ്രവർത്തനരഹിതമായ സമയത്തിന് നഷ്ടമായ ഉൽപാദനത്തിൽ ഓരോ ഷിഫ്റ്റിനും ശരാശരി ₹2.4 ലക്ഷം ചിലവാകും, കൂടാതെ മലിനീകരണ നിയന്ത്രണ ബോർഡിൽ നിന്നുള്ള കർശനമായ മാലിന്യ സംസ്കരണ പിഴകളും.
ഞാൻ വിക്രം ദേശായി ആണ്, ചിന്തൻ എഞ്ചിനീയേഴ്സിലെ എന്റെ 22 വർഷത്തിനിടയിൽ, വാപ്പി മുതൽ അങ്കലേശ്വർ വരെയുള്ള ഇന്ത്യയിലെ ഏറ്റവും ആവശ്യക്കാരുള്ള വ്യാവസായിക എസ്റ്റേറ്റുകളിലുടനീളമുള്ള നൂറുകണക്കിന് കെമിക്കൽ ട്രാൻസ്ഫർ സിസ്റ്റങ്ങൾ ഞാൻ രോഗനിർണയം നടത്തുകയും കാലിബ്രേറ്റ് ചെയ്യുകയും മാറ്റിസ്ഥാപിക്കുകയും ചെയ്തിട്ടുണ്ട്. പോളിപ്രൊഫൈലിൻ (പിപി) പമ്പുകൾ ഈ പരിതസ്ഥിതികളുടെ കേവല വർക്ക്ഹോഴ്സുകളാണ്, അവ കോറോസിവ് സ്ക്രബ്ബറുകൾ മുതൽ എഫ്ലുവന്റ് ട്രീറ്റ്മെന്റ് പ്ലാന്റ് (ഇടിപി) സ്ലഡ്ജ് വരെ എല്ലാം കൈകാര്യം ചെയ്യുന്നു. എന്നിരുന്നാലും, ഒരു സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് പരാജയപ്പെടുമ്പോൾ, പ്ലാന്റ് എഞ്ചിനീയർമാർ മൂലകാരണം തെറ്റായി നിർണ്ണയിക്കുന്നത് ഞാൻ പലപ്പോഴും കാണാറുണ്ട്. രോഗത്തിന് (കാവിറ്റേഷൻ, പൈപ്പ് സ്ട്രെയിൻ അല്ലെങ്കിൽ താപ വികാസം) പകരം അവർ ലക്ഷണം (പൊട്ടിയ സീൽ) ചികിത്സിക്കുന്നു.
നിങ്ങളുടെ പ്രവർത്തനം HCL, സൾഫ്യൂറിക് ആസിഡ്, കാസ്റ്റിക് ആൽക്കലിസ്, അല്ലെങ്കിൽ NH3, Cl2 പോലുള്ള നാശകാരിയായ വാതകങ്ങൾ എന്നിവ കൈകാര്യം ചെയ്യുകയാണെങ്കിൽ, ഊഹക്കച്ചവടം ഒരു ഓപ്ഷനല്ല. DIN 24256/ISO 5199 എഞ്ചിനീയറിംഗ് തത്വങ്ങളെ ആശ്രയിച്ചുകൊണ്ട്, ഏറ്റവും സാധാരണമായ പോളിപ്രൊഫൈലിൻ പമ്പ് പരാജയ കാരണങ്ങൾ പരിഹരിക്കാൻ ഞങ്ങൾ ഉപയോഗിക്കുന്ന ഫീൽഡ്-ടെസ്റ്റഡ് ഡയഗ്നോസ്റ്റിക്സിലൂടെ ഞാൻ നിങ്ങളെ നയിക്കും - വെറും ട്രയൽ ആൻഡ് എറർ മാത്രമല്ല.

ഈ ലേഖനത്തിൽ
- സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് സക്ഷൻ പ്രശ്നങ്ങളും പ്രൈമിംഗ് പരാജയങ്ങളും നിർണ്ണയിക്കൽ
- പോളിപ്രൊഫൈലിൻ കേസിംഗുകളിലെ താപ രൂപഭേദം
- മെക്കാനിക്കൽ സീൽ ലീക്കുകളും ഷാഫ്റ്റ് സ്ലീവ് വെയറും
- പോളിപ്രൊഫൈലിൻ പമ്പ് പരാജയപ്പെടാനുള്ള കാരണങ്ങൾ: ഒരു ഡയഗ്നോസ്റ്റിക് മാട്രിക്സ്
- ഇന്ത്യൻ വ്യാവസായിക സാഹചര്യത്തിൽ കെമിക്കൽ പമ്പ് പരിപാലനം
- ദീർഘകാല വിശ്വാസ്യതയ്ക്കുള്ള മികച്ച ഇൻസ്റ്റലേഷൻ രീതികൾ
- കെമിക്കൽ ഹാൻഡിങ്ങിനുള്ള പ്രിസിഷൻ എഞ്ചിനീയറിംഗ്
- പതിവ് ചോദ്യങ്ങൾ
സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് സക്ഷൻ പ്രശ്നങ്ങളും പ്രൈമിംഗ് പരാജയങ്ങളും നിർണ്ണയിക്കൽ
പ്ലാന്റ് എഞ്ചിനീയർമാരിൽ നിന്ന് എനിക്ക് ഏറ്റവും കൂടുതൽ ലഭിക്കുന്ന ഫോൺ കോൾ കൃത്യമായി ഇങ്ങനെയാണ്: ""പമ്പ് പ്രവർത്തിക്കുന്നുണ്ട്, മോട്ടോർ നന്നായി ശബ്ദിക്കുന്നു, പക്ഷേ ഞങ്ങൾ ഒരു ദ്രാവകവും ചലിപ്പിക്കുന്നില്ല.""
സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് സക്ഷൻ പ്രശ്നങ്ങൾ മിക്കവാറും എല്ലായ്പ്പോഴും നെറ്റ് പോസിറ്റീവ് സക്ഷൻ ഹെഡ് (NPSH) കമ്മിയുമായോ എയർ എൻട്രാപ്പ്മെന്റുമായോ ബന്ധപ്പെട്ടിരിക്കുന്നു. ഇത് വ്യക്തമായി തോന്നുമെങ്കിലും, ഇത് എത്ര തവണ അവഗണിക്കപ്പെടുന്നു എന്നത് നിങ്ങളെ അത്ഭുതപ്പെടുത്തും: പോസിറ്റീവ് ഡിസ്പ്ലേസ്മെന്റ് പമ്പുകളിൽ നിന്ന് വ്യത്യസ്തമായി, ഒരു സെൻട്രിഫ്യൂഗൽ ഇംപെല്ലറിന് ഒരു വാക്വം വലിച്ചെടുക്കാൻ വായുവിനെ ഒഴിപ്പിക്കാൻ കഴിയില്ല. പമ്പ് പൂർണ്ണമായും നിറഞ്ഞിട്ടില്ലെങ്കിൽ, അത് പ്രൈം ചെയ്യില്ല.
രാസ നീരാവി മർദ്ദത്തിന്റെ ഭൗതികശാസ്ത്രം
30% HCl, ലായക മിശ്രിതങ്ങൾ, അല്ലെങ്കിൽ ഉയർന്ന താപനിലയുള്ള ETP മാലിന്യങ്ങൾ പോലുള്ള ഉയർന്ന ബാഷ്പശീലമുള്ള ദ്രാവകങ്ങൾ പമ്പ് ചെയ്യുമ്പോൾ, ദ്രാവകത്തിന്റെ നീരാവി മർദ്ദമാണ് നിങ്ങളുടെ പിശകിന്റെ പരിധി നിർണ്ണയിക്കുന്നത്. ലഭ്യമായ നെറ്റ് പോസിറ്റീവ് സക്ഷൻ ഹെഡ് (NPSHA) പമ്പിന്റെ ആവശ്യമായ NPSH (NPSHr) ന് താഴെയാണെങ്കിൽ, ദ്രാവകം സക്ഷൻ ലൈനിനുള്ളിൽ തന്നെ ആംബിയന്റ് താപനിലയിൽ തിളച്ചുമറിയുന്നു.
തൽഫലമായി, സെമി-ഓപ്പൺ ഇംപെല്ലറിന്റെ ഉയർന്ന മർദ്ദമുള്ള ഭാഗത്ത് അടിക്കുമ്പോൾ നീരാവി കുമിളകൾ രൂപപ്പെടുകയും ശക്തമായി തകരുകയും ചെയ്യുന്നു. ഇത് കാവിറ്റേഷൻ ആണ്. ഒരു പിപി പമ്പിൽ, ലോഹത്തിലെന്നപോലെ ഇംപെല്ലറിനെ കുഴിക്കുക മാത്രമല്ല ചെയ്യുന്നത് - ഇത് പോളിമർ ഘടനയെ ഭൗതികമായി തരംതാഴ്ത്തുകയും ഉയർന്ന ഫ്രീക്വൻസി വൈബ്രേഷനിലൂടെ സെറാമിക് ഷാഫ്റ്റ് സ്ലീവുകൾ തകർക്കുകയും ചെയ്യുന്നു.
സക്ഷൻ പരാജയങ്ങൾക്കുള്ള ഫീൽഡ് ഡയഗ്നോസ്റ്റിക്സ്
എന്തെങ്കിലും പൊളിച്ചുമാറ്റുന്നതിനുമുമ്പ് ഈ മൂന്ന് കാര്യങ്ങൾ ആദ്യം പരിശോധിക്കാൻ ഞാൻ എന്റെ ടെക്നീഷ്യന്മാരോട് എപ്പോഴും പറയാറുണ്ട്:
- സക്ഷൻ ഫ്ലേഞ്ച് ഗാസ്കറ്റുകൾ പരിശോധിക്കുക: അമിതമായി ഫിറ്റർ അമിതമായി വളച്ചൊടിച്ചാൽ പോളിപ്രൊഫൈലിൻ ഫ്ലേഞ്ചുകൾ തണുത്ത പ്രവാഹത്തിന് (ക്രീപ്പ്) വിധേയമാകും. സക്ഷൻ ഫ്ലേഞ്ചിലെ ഒരു സൂക്ഷ്മ വിടവ് ഒരു തുള്ളി ദ്രാവകം പോലും പുറത്തേക്ക് ചോർത്താതെ വായുവിനെ ലൈനിലേക്ക് വലിച്ചെടുക്കും.
- സംപിലെ വോർടെക്സിംഗ്: നിങ്ങളുടെ ETP ടാങ്ക് ലെവൽ വളരെ താഴ്ന്നാൽ, പമ്പ് ഉപരിതലത്തിൽ നിന്ന് ഒരു വോർട്ടക്സ് വലിച്ചെടുക്കുകയും വലിയ അളവിൽ വായു അകത്താക്കുകയും ചെയ്യുന്നു. സക്ഷൻ പൈപ്പ് ബെല്ലിന് മതിയായ സബ്മർജൻസ് ഉണ്ടെന്ന് ഉറപ്പാക്കുക - സാധാരണയായി സക്ഷൻ പൈപ്പ് വ്യാസത്തിന്റെ കുറഞ്ഞത് 1.5 മടങ്ങ്.
- കാൽ വാൽവ് പരാജയം: ടോപ്പ്-സക്ഷൻ കോൺഫിഗറേഷനുകളിൽ, പമ്പ് നിഷ്ക്രിയമാകുമ്പോൾ പ്രൈം ഫ്ലൂയിഡ് സംപ്പിലേക്ക് തിരികെ ഒഴുകാൻ ഒരു ലീക്കിംഗ് ഫൂട്ട് വാൽവ് അനുവദിക്കുന്നു.
പ്രോ ടിപ്പ്: വെള്ളപ്പൊക്ക സക്ഷൻ പ്രായോഗികമായി സാധ്യമാണെങ്കിൽ, അപകടകരമായ രാസവസ്തുക്കൾക്കായി ഒരു സക്ഷൻ ലിഫ്റ്റ് കോൺഫിഗറേഷൻ ഞാൻ ഒരിക്കലും ശുപാർശ ചെയ്യുന്നില്ല. നിങ്ങൾ തീർച്ചയായും ഒരു ലിഫ്റ്റ് വലിക്കേണ്ടതുണ്ടെങ്കിൽ, പമ്പ് സക്ഷൻ ഫ്ലേഞ്ചിന് തൊട്ടുമുമ്പ് ഒരു സുതാര്യവും ശക്തിപ്പെടുത്തിയതുമായ കെമിക്കൽ-ഗ്രേഡ് സൈറ്റ് ഗ്ലാസ് സ്ഥാപിക്കുക. നിങ്ങൾ കുമിളകൾ കാണുകയാണെങ്കിൽ, നിങ്ങൾക്ക് വായു ചോർച്ചയോ നീരാവി മർദ്ദ പ്രശ്നമോ ഉണ്ടെന്ന് അർത്ഥമാക്കുന്നു - പമ്പ് പൊളിക്കുന്നത് നിർത്തുക.
പോളിപ്രൊഫൈലിൻ കേസിംഗുകളിലെ താപ രൂപഭേദം
പോളിപ്രൊഫൈലിൻ ഒരു ശ്രദ്ധേയമായ വസ്തുവാണ്, വിവിധതരം ആക്രമണാത്മക രാസവസ്തുക്കളോട് മികച്ച പ്രതിരോധം പ്രദാനം ചെയ്യുന്നു. പക്ഷേ നമുക്ക് മറക്കരുത്—ഇത് ഒരു തെർമോപ്ലാസ്റ്റിക് ആണ്. അതിന്റെ മെക്കാനിക്കൽ പരിധികൾ താപനിലയാൽ ബന്ധിതമാണ്.
സ്റ്റാൻഡേർഡ് പിപി 80°C വരെ സുഖകരമായി കൈകാര്യം ചെയ്യുമ്പോൾ, ആ ഓപ്പറേഷൻ എൻവലപ്പ് 120°C വരെ ഉയർത്താൻ ക്ലയന്റുകൾക്ക് GRP (ഗ്ലാസ് റീഇൻഫോഴ്സ്ഡ് പ്ലാസ്റ്റിക്), UHMWPE, അല്ലെങ്കിൽ PVDF കേസിംഗുകൾ എന്നിവ ഞങ്ങൾ പലപ്പോഴും വ്യക്തമാക്കേണ്ടതുണ്ട്. ആ അപ്ഗ്രേഡുകൾ ഉണ്ടെങ്കിലും, നിങ്ങളുടെ ഓപ്പറേറ്റർമാർ പ്രോട്ടോക്കോൾ ലംഘിച്ചാൽ താപ രൂപഭേദം ഒരു വലിയ അപകടസാധ്യതയായി തുടരുന്നു.
ഡെഡ്-ഹെഡിംഗ്, ഫ്ലൂയിഡ് ഘർഷണ ചൂട്
ഒരു ഡിസ്ചാർജ് വാൽവ് അബദ്ധവശാൽ അടച്ചിടുകയോ (ഡെഡ്-ഹെഡിംഗ്) ഡൌൺസ്ട്രീം ഫിൽട്ടർ പ്രസ്സ് പൂർണ്ണമായും ബ്ലോക്ക് ചെയ്യുകയോ ചെയ്താൽ, പമ്പ് അവിടെ തന്നെ ഇരുന്നു, കുടുങ്ങിയ ദ്രാവകത്തിലേക്ക് ഗതികോർജ്ജം നൽകുന്നു.
ഒരു ലോഹ പമ്പിൽ, കേസിംഗ് ഒരു ഹീറ്റ് സിങ്കായി പ്രവർത്തിക്കുന്നു. ഒരു പിപി പമ്പിൽ, പോളിമർ ഒരു ഇൻസുലേറ്ററായി പ്രവർത്തിക്കുന്നു. വോള്യൂറ്റിനുള്ളിലെ ദ്രാവക താപനില ഉയരും. വെള്ളത്തിന്റെ നിർദ്ദിഷ്ട താപ ശേഷിയിൽ, 5 ലിറ്റർ പമ്പ് കേസിംഗിലേക്ക് 5 എച്ച്പി മോട്ടോർ ഡെഡ്-ഹെഡിംഗ് ചെയ്യുന്നത് ദ്രാവക താപനില മിനിറ്റിൽ 15°C വർദ്ധിപ്പിക്കും. 10 മിനിറ്റിനുള്ളിൽ, ദ്രാവകം തിളച്ചുമറിയുന്നു, പിപി കേസിംഗ് മൃദുവാകുന്നു, ക്രമേണ ചലനാത്മകമായി സന്തുലിതമായ ഇംപെല്ലർ ഭൗതികമായി വികസിക്കുകയും കേസിംഗിനെതിരെ ഉരസുകയും പമ്പ് കീറുകയും ചെയ്യും.
മുന്നറിയിപ്പ്: അടച്ച ഡിസ്ചാർജ് വാൽവിനെതിരെ 60 സെക്കൻഡിൽ കൂടുതൽ സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് പ്രവർത്തിപ്പിക്കരുത്. നിർണായകമായ കെമിക്കൽ ലൂപ്പുകളിൽ എല്ലായ്പ്പോഴും ഒരു മിനിമം ഫ്ലോ ബൈപാസ് ലൈൻ അല്ലെങ്കിൽ ഒരു ഓട്ടോമേറ്റഡ് തെർമൽ ഷട്ട്-ഓഫ് സ്വിച്ച് ഇൻസ്റ്റാൾ ചെയ്യുക.
താപ വികാസം കൈകാര്യം ചെയ്യൽ
പോളിപ്രൊഫൈലിനിലെ താപ വികാസത്തിന്റെ ഗുണകം കാസ്റ്റ് ഇരുമ്പിന്റെ ഏകദേശം പത്ത് മടങ്ങ് ആണ്. ചൂടുള്ള രാസവസ്തുക്കൾ (90°C പിക്കിംഗ് ആസിഡ് പോലുള്ളവ) പമ്പ് ചെയ്യുമ്പോൾ, പമ്പ് കേസിംഗ് ഗണ്യമായി വികസിക്കുന്നു. എക്സ്പാൻഷൻ ജോയിന്റുകൾ ഇല്ലാതെ പൈപ്പിംഗ് കർശനമായി ബോൾട്ട് ചെയ്തിട്ടുണ്ടെങ്കിൽ, പൈപ്പിന്റെ താപ വളർച്ച പമ്പിന്റെ പ്ലാസ്റ്റിക് ഫ്ലാൻജുകളിൽ വലിയ സമ്മർദ്ദം ചെലുത്തുന്നു. ഇത് അനിവാര്യമായും തെറ്റായ ക്രമീകരണം, ബെയറിംഗ് ബ്രാക്കറ്റ് പരാജയം അല്ലെങ്കിൽ ഒരു ദുരന്ത കേസിംഗ് വിള്ളൽ എന്നിവയിലേക്ക് നയിക്കുന്നു.
മെക്കാനിക്കൽ സീൽ ലീക്കുകളും ഷാഫ്റ്റ് സ്ലീവ് വെയറും
ഏതൊരു കെമിക്കൽ പമ്പിലും ഏറ്റവും ദുർബലമായ ഘടകം സീലാണ്. പ്രാരംഭ ലക്ഷണം എന്തുതന്നെയായാലും, പിപി പമ്പ് ട്രബിൾഷൂട്ടിംഗ് മിക്കവാറും എല്ലായ്പ്പോഴും നിങ്ങളെ സ്റ്റഫിംഗ് ബോക്സിലേക്കോ മെക്കാനിക്കൽ സീൽ ചേമ്പറിലേക്കോ തിരികെ കൊണ്ടുപോകും.
ആപ്ലിക്കേഷനെ ആശ്രയിച്ച്, ഞങ്ങളുടെ പമ്പുകളിൽ ബാഹ്യമായി ഘടിപ്പിച്ച മെക്കാനിക്കൽ സീലുകൾ, ആന്തരിക സീലുകൾ, അല്ലെങ്കിൽ പരമ്പരാഗത ഗ്രന്ഥി പാക്കിംഗ് എന്നിവ ഞങ്ങൾ ഘടിപ്പിക്കുന്നു. സത്യം പറഞ്ഞാൽ, ഈ തിരഞ്ഞെടുപ്പ് ശരിയായി നടത്തുന്നത് നിങ്ങളുടെ അറ്റകുറ്റപ്പണികൾക്കിടയിലുള്ള ശരാശരി സമയത്തെ (MTBM) സൃഷ്ടിക്കുകയോ തകർക്കുകയോ ചെയ്യുന്നു.
ഒരു കെമിക്കൽ സീൽ പരാജയത്തിന്റെ ശരീരഘടന
HCL അല്ലെങ്കിൽ സൾഫ്യൂറിക് ആസിഡ് പോലുള്ള ഉയർന്ന തോതിലുള്ള ദ്രവങ്ങൾ കൈകാര്യം ചെയ്യുന്നതിന്, ഞങ്ങൾ സാധാരണയായി സിലിക്കൺ കാർബൈഡ് (SiC) മുഖങ്ങളുള്ള ഒരു PTFE ബെല്ലോസ് മെക്കാനിക്കൽ സീൽ ഉപയോഗിക്കുന്നു. അപ്പോൾ, അവ ഇപ്പോഴും പരാജയപ്പെടുന്നത് എന്തുകൊണ്ട്?
- ഡ്രൈ റണ്ണിംഗ്: SiC മുഖങ്ങൾ അവിശ്വസനീയമാംവിധം കടുപ്പമുള്ളതും രാസപരമായി നിഷ്ക്രിയവുമാണ്, പക്ഷേ അവ കുപ്രസിദ്ധമായി പൊട്ടുന്നതും ലൂബ്രിക്കേഷനും തണുപ്പിക്കലിനും പമ്പ് ചെയ്ത ദ്രാവകത്തെ പൂർണ്ണമായും ആശ്രയിക്കുന്നതുമാണ്. 30 സെക്കൻഡ് ഡ്രൈ റണ്ണിംഗ് പോലും സീൽ മുഖങ്ങൾ തകർക്കാൻ തക്ക വിധം കഠിനമായ താപ ആഘാതം സൃഷ്ടിക്കുന്നു.
- അബ്രസീവ് സസ്പെൻഷനുകൾ: ഇടിപി ആപ്ലിക്കേഷനുകളിലോ സ്ലറി ട്രാൻസ്ഫറിലോ, സസ്പെൻഡ് ചെയ്ത ഖരവസ്തുക്കൾ സീൽ മുഖങ്ങൾക്കിടയിൽ സ്വയം വെഡ്ജ് ചെയ്യുന്നു. ഇത് മിനുക്കിയ പ്രതലങ്ങളെ ആഴത്തിലാക്കുകയും ആക്രമണാത്മക രാസവസ്തുക്കൾക്ക് കേസിംഗിൽ നിന്ന് നേരിട്ട് ബൈപാസ് പാത നൽകുകയും ചെയ്യുന്നു.
- ഷാഫ്റ്റ് ഡിഫ്ലെക്ഷൻ: പമ്പ് അതിന്റെ ബെസ്റ്റ് എഫിഷ്യൻസി പോയിന്റിൽ (BEP) നിന്ന് വളരെ അകലെ പ്രവർത്തിപ്പിക്കുന്നത് സെമി-ഓപ്പൺ ഇംപെല്ലറിൽ ഗുരുതരമായ റേഡിയൽ ലോഡുകൾക്ക് കാരണമാകുന്നു. ഈ ലോഡ് SS/EN9 ഷാഫ്റ്റിനെ വളയ്ക്കുന്നു. ഒരു കരുത്തുറ്റ ഡബിൾ ബോൾ ബെയറിംഗ് CI GRFG-26 ബ്രാക്കറ്റ് (നമ്മൾ ഉപയോഗിക്കുന്നവ പോലുള്ളവ) ഇത് കുറയ്ക്കുമ്പോൾ, നിങ്ങൾക്ക് ഭൗതികശാസ്ത്രത്തെ വഞ്ചിക്കാൻ കഴിയില്ല. നീണ്ടുനിൽക്കുന്ന വ്യതിചലനം മെക്കാനിക്കൽ സീൽ മുഖങ്ങൾ തുറക്കാൻ നിർബന്ധിതരാക്കുന്നു, ഇത് സ്ഥിരമായ ചോർച്ചയ്ക്ക് കാരണമാകുന്നു.
ആവർത്തിച്ചുള്ള മെക്കാനിക്കൽ സീൽ തകരാറുകൾ കാരണം ബുദ്ധിമുട്ടുന്നുണ്ടോ?
ഒരു അലോയ്-20 അല്ലെങ്കിൽ ഹാസ്റ്റെല്ലോയ്-സി ഷാഫ്റ്റ് സ്ലീവ് ഉപയോഗിച്ച് ശരിയായി വ്യക്തമാക്കിയ PTFE ബെല്ലോസ് സീലിലേക്ക് അപ്ഗ്രേഡ് ചെയ്യുന്നത് നിങ്ങളുടെ പമ്പിന്റെ ആയുസ്സ് 400% വർദ്ധിപ്പിക്കും.
ഷാഫ്റ്റ് സ്ലീവിന്റെ പ്രാധാന്യം
ഷാഫ്റ്റ് തന്നെ (സാധാരണയായി SS 316 അല്ലെങ്കിൽ EN9) രാസവസ്തുക്കളിൽ നിന്ന് സംരക്ഷിക്കപ്പെട്ടിരിക്കണം. ദ്രാവക അനുയോജ്യതയെ ആശ്രയിച്ച് ഞങ്ങൾ GRP, സെറാമിക്, അലോയ്-20, അല്ലെങ്കിൽ ഹാസ്റ്റെല്ലോയ് B/C എന്നിവകൊണ്ട് നിർമ്മിച്ച സ്ലീവുകൾ ഉപയോഗിക്കുന്നു.
ഉയർന്ന കാസ്റ്റിക് ഗുണങ്ങളുള്ള പ്രയോഗങ്ങളിൽ വിലകുറഞ്ഞ സെറാമിക് സ്ലീവ് നൽകി പൈസ ലാഭിക്കാൻ എണ്ണമറ്റ സസ്യങ്ങൾ രൂപയിൽ കൂടുതൽ വിലയിടുന്നത് ഞാൻ കണ്ടിട്ടുണ്ട്. കാസ്റ്റിക് ഒടുവിൽ സെറാമിക്സിൽ കൊത്തിവയ്ക്കുകയും അതിന്റെ മിനുസമാർന്ന ഫിനിഷ് നശിപ്പിക്കുകയും ചെയ്യുന്നു, ഇത് മെക്കാനിക്കൽ സീൽ O-റിംഗുകളെ ചവയ്ക്കുകയും ചെയ്യുന്നു. സ്ലീവ് മെറ്റലർജി എല്ലായ്പ്പോഴും നിർദ്ദിഷ്ട രാസ സാന്ദ്രതയ്ക്കും താപനിലയ്ക്കും അനുസൃതമായി പൊരുത്തപ്പെടുത്തുക. ഒരു അപവാദവുമില്ല.
പോളിപ്രൊഫൈലിൻ പമ്പ് പരാജയപ്പെടാനുള്ള കാരണങ്ങൾ: ഒരു ഡയഗ്നോസ്റ്റിക് മാട്രിക്സ്
നിങ്ങളുടെ മെയിന്റനൻസ് പ്രതികരണം സ്റ്റാൻഡേർഡ് ചെയ്യുന്നതിന്, ഈ ഡയഗ്നോസ്റ്റിക് മാട്രിക്സ് പ്രിന്റ് ചെയ്ത് നിങ്ങളുടെ ETP അല്ലെങ്കിൽ പിക്കിംഗ് ലൈൻ കൺട്രോൾ പാനലുകൾക്ക് അടുത്തായി പോസ്റ്റ് ചെയ്യാൻ ഞാൻ ശുപാർശ ചെയ്യുന്നു.
| ലക്ഷണങ്ങൾ | പ്രാഥമിക മൂലകാരണം | ദ്വിതീയ മൂലകാരണം | ശുപാർശ ചെയ്യുന്ന പ്രവർത്തനം |
| :— | :— | :— | :— |
| പമ്പ് ഓടുന്നു, പക്ഷേ ഒഴുക്കില്ല | വേപ്പർ ലോക്ക് / സക്ഷൻ ലൈനിൽ വായു പ്രവേശിക്കൽ | ഇംപെല്ലർ പൂർണ്ണമായും അടഞ്ഞുപോയി | ഫ്ലഡ്ഡ് സക്ഷൻ പരിശോധിക്കുക, ഫ്ലേഞ്ച് ഗാസ്കറ്റുകൾ പരിശോധിക്കുക, കേസിംഗിൽ നിന്ന് വായു ചോർത്തുക. |
| ഫ്ലോ റേറ്റ് റേറ്റുചെയ്തതിനേക്കാൾ കുറവാണ് | പമ്പ് റിവേഴ്സ് ആയി കറങ്ങുന്നു (തെറ്റായ ഫേസിംഗ്) | തേഞ്ഞുപോയ ഇംപെല്ലർ ക്ലിയറൻസുകൾ | മോട്ടോർ ഭ്രമണ ദിശ പരിശോധിക്കുക. സെമി-ഓപ്പൺ ഇംപെല്ലർ വിടവ് പരിശോധിക്കുക. |
| തുടർച്ചയായ മെക്കാനിക്കൽ സീൽ ചോർച്ച | ഡ്രൈ റണ്ണിംഗ് സീൽ മുഖങ്ങൾക്ക് കേടുപാടുകൾ വരുത്തി. | ഓഫ്-ബിഇപി പ്രവർത്തനം മൂലമുള്ള ഷാഫ്റ്റ് വ്യതിയാനം | സീൽ മാറ്റി ഡ്രൈ-റൺ പ്രൊട്ടക്ഷൻ റിലേ ഇൻസ്റ്റാൾ ചെയ്യുക. സിസ്റ്റം ഹെഡ് കർവ് പരിശോധിക്കുക. |
| അമിതമായ വൈബ്രേഷൻ / ശബ്ദം | കാവിറ്റേഷൻ (NPSHA < NPSHr) | പരാജയം അല്ലെങ്കിൽ തെറ്റായ ക്രമീകരണം വഹിക്കുന്നു | ആവശ്യമായ NPSH കുറയ്ക്കുന്നതിന് ത്രോട്ടിൽ ഡിസ്ചാർജ് വാൽവ് ചെറുതായി അമർത്തുക. അലൈൻമെന്റ് പരിശോധിക്കുക. |
| മോട്ടോർ ഡ്രോയിംഗ് ഹൈ ആംപ്സ് | ദ്രാവകത്തിന്റെ പ്രത്യേക ഗുരുത്വാകർഷണം രൂപകൽപ്പന ചെയ്തതിനേക്കാൾ കൂടുതലാണ്. | കേസിംഗിൽ ഇംപെല്ലർ ഉരസുന്നത് | ഫ്ലൂയിഡ് എസ്ജി പരിശോധിക്കുക. പിപി കേസിംഗിൽ താപ രൂപഭേദം ഉണ്ടോ എന്ന് പരിശോധിക്കുക. |

ഇന്ത്യൻ വ്യാവസായിക സാഹചര്യത്തിൽ കെമിക്കൽ പമ്പ് പരിപാലനം
നിങ്ങൾ ഒരു ഇന്ത്യൻ പ്ലാന്റിൽ സമയം ചെലവഴിച്ചിട്ടുണ്ടെങ്കിൽ, യൂറോപ്യൻ അല്ലെങ്കിൽ അമേരിക്കൻ അറ്റകുറ്റപ്പണി മാനുവലുകളിൽ പരാമർശിക്കാത്ത പ്രവർത്തന വെല്ലുവിളികൾ ഞങ്ങൾ നേരിടുന്നുണ്ടെന്ന് നിങ്ങൾക്കറിയാം. ചിന്തൻ എഞ്ചിനീയേഴ്സിൽ, ഈ പ്രത്യേക യാഥാർത്ഥ്യങ്ങളെ നേരിടാൻ കഴിയുന്ന തരത്തിലാണ് ഞങ്ങൾ പമ്പുകൾ രൂപകൽപ്പന ചെയ്യുന്നത്.
ഗ്രിഡ് റിയാലിറ്റി: വോൾട്ടേജ് ഏറ്റക്കുറച്ചിലുകൾ
വാപി, ദഹേജ്, അങ്കലേശ്വർ തുടങ്ങിയ വ്യാവസായിക എസ്റ്റേറ്റുകളിൽ, ശുദ്ധമായ 415V, 50Hz വൈദ്യുതി വിതരണം നിലനിർത്തുന്നത് ദൈനംദിന തലവേദനയാണ്. കടുത്ത വോൾട്ടേജ് സാഗുകൾ ഇൻഡക്ഷൻ മോട്ടോറുകളെ ടോർക്ക് നിലനിർത്താൻ വേണ്ടി ഉയർന്ന വൈദ്യുത പ്രവാഹങ്ങൾ വലിക്കാൻ നിർബന്ധിതരാക്കുന്നു, ഇത് മോട്ടോർ വേഗത്തിൽ ചൂടാകുന്നതിലേക്ക് നയിക്കുന്നു. ഈ ചൂട് ഷാഫ്റ്റിലൂടെ നേരിട്ട് ബെയറിംഗ് ഹൗസിംഗിലേക്ക് സഞ്ചരിക്കുന്നു, ബെയറിംഗ് ഗ്രീസ് നേർത്തതാക്കുകയും തേയ്മാനം ത്വരിതപ്പെടുത്തുകയും ചെയ്യുന്നു.
എന്നിരുന്നാലും, ആവൃത്തിയിലെ ഏറ്റക്കുറച്ചിലുകൾ പമ്പിന്റെ വേഗതയെ മാറ്റുന്നു. ആവൃത്തിയിൽ 5% കുറവ് (47.5 Hz ആയി) പമ്പിന്റെ ഹെഡ് ഏകദേശം 10% കുറയുന്നു. പ്ലാന്റ് ഓപ്പറേറ്റർമാർ പലപ്പോഴും പമ്പ് പരാജയപ്പെടുകയാണെന്ന് അനുമാനിക്കുകയും പവർ ഗ്രിഡാണ് യഥാർത്ഥ കുറ്റവാളിയെന്ന് പൂർണ്ണമായും അറിയാതെ അത് പൊളിച്ചുമാറ്റുകയും ചെയ്യുന്നു.
മൺസൂൺ ഈർപ്പവും അന്തരീക്ഷ പൊടിയും
ഇന്ത്യൻ മൺസൂൺ കടുത്ത ഈർപ്പം കൊണ്ടുവരുന്നു, അതേസമയം ഗുജറാത്തിലെയും മഹാരാഷ്ട്രയിലെയും വരണ്ട കാലങ്ങൾ ഉയർന്ന തോതിലുള്ള പൊടി കൊണ്ടുവരുന്നു. ബെയറിംഗ് ബ്രാക്കറ്റ് ബ്രീത്തർ വെന്റുകൾ ശരിയായി സംരക്ഷിച്ചില്ലെങ്കിൽ, ഈർപ്പവും പൊടിയും CI GRFG-26 ബെയറിംഗ് ഹൗസിംഗിലേക്ക് പ്രവേശിക്കുന്നു. ഈർപ്പം ലൂബ്രിക്കറ്റിംഗ് ഓയിലിനെ നശിപ്പിക്കുകയും അകാല ഡബിൾ ബോൾ ബെയറിംഗ് പരാജയത്തിന് കാരണമാവുകയും ചെയ്യുന്നു. ഒരു സെസ്പൈസ്ഡ് ബെയറിംഗ് തൽക്ഷണം ഒരു പമ്പ് ഷാഫ്റ്റ് സ്നാപ്പ് ചെയ്യുകയോ മെക്കാനിക്കൽ സീൽ ഇല്ലാതാക്കുകയോ ചെയ്യും.
മാറ്റിസ്ഥാപിക്കലോ അറ്റകുറ്റപ്പണിയോ വിലയിരുത്തുമ്പോൾ, എഞ്ചിനീയർമാർ പലപ്പോഴും ബെയർ പമ്പിന്റെ മൂലധനച്ചെലവിൽ മാത്രം ശ്രദ്ധ കേന്ദ്രീകരിക്കുന്നു. എന്നാൽ ഞാൻ ഞങ്ങളുടെ ഫ്യുവൽ ഫ്ലോ മീറ്റർ TCO: കൃത്യതയ്ക്കും പരിപാലനത്തിനുമുള്ള 5 വർഷത്തെ ചെലവ് തകർച്ച കണക്കിലെടുക്കുമ്പോൾ, MTBF (പരാജയങ്ങൾക്കിടയിലുള്ള ശരാശരി സമയം), പ്രവർത്തനരഹിതമായ സമയം, നഷ്ടപ്പെട്ട കെമിക്കൽ ഇൻവെന്ററി എന്നിവയുടെ വാർഷിക ചെലവ് നിങ്ങൾ കണക്കിലെടുക്കണം. രാസപരമായി പ്രതിരോധശേഷിയുള്ള, ISO 5199 അനുസൃതമായ PP പമ്പ്, തുടർച്ചയായ സേവനത്തിന്റെ ആദ്യ വർഷത്തിനുള്ളിൽ അതിന്റെ അൽപ്പം ഉയർന്ന പ്രാരംഭ എഞ്ചിനീയറിംഗ് ചെലവ് വഹിക്കുന്നു.
നിനക്കറിയാമോ: അതുകൊണ്ടാണ് DIN 24256 മാനദണ്ഡങ്ങൾക്കനുസൃതമായി ബാക്ക്-പുൾ-ഔട്ട് രൂപകൽപ്പനയ്ക്കായി ഞാൻ ശക്തമായി വാദിക്കുന്നത്. സക്ഷൻ, ഡിസ്ചാർജ് പൈപ്പിംഗിനെ ശല്യപ്പെടുത്താതെയോ മോട്ടോർ ചലിപ്പിക്കാതെയോ കറങ്ങുന്ന അസംബ്ലി (ഇംപെല്ലർ, ഷാഫ്റ്റ്, സീൽ, ബെയറിംഗുകൾ) നീക്കം ചെയ്യാൻ ഇത് നിങ്ങളുടെ മെയിന്റനൻസ് ക്രൂവിനെ അനുവദിക്കുന്നു. മുമ്പ് 4 മണിക്കൂർ നീണ്ടുനിന്ന അറ്റകുറ്റപ്പണി ജോലി 45 മിനിറ്റ് നീണ്ടുനിന്ന ഒരു സ്വാപ്പായി മാറുന്നു.
ദീർഘകാല വിശ്വാസ്യതയ്ക്കുള്ള മികച്ച ഇൻസ്റ്റലേഷൻ രീതികൾ
ഏറ്റവും കൃത്യമായി രൂപകൽപ്പന ചെയ്ത ചിന്തൻ സെൻട്രിഫ്യൂഗൽ പിപി പമ്പ് പോലും ഇൻസ്റ്റാളേഷൻ തകരാറിലാണെങ്കിൽ അകാലത്തിൽ പരാജയപ്പെടും. 22 വർഷത്തിലേറെയായി, മന്ദഗതിയിലുള്ള ഇൻസ്റ്റാളേഷൻ രീതികളിൽ നിന്ന് എണ്ണമറ്റ "നിർമ്മാണ വൈകല്യങ്ങൾ" ഞാൻ കണ്ടെത്തിയിട്ടുണ്ട്.
ബേസ്പ്ലേറ്റും ഗ്രൗട്ടിംഗും
ഒരു പമ്പ് അതിന്റെ അടിത്തറയോളം മാത്രമേ വിശ്വസനീയമാകൂ. പമ്പും മോട്ടോറും കോൺക്രീറ്റ് അടിത്തറയിൽ ശരിയായി ഗ്രൗട്ട് ചെയ്ത, ദൃഢമായ, മെഷീൻ ചെയ്ത ബേസ്പ്ലേറ്റിൽ ഘടിപ്പിക്കണം. പ്രവർത്തന വൈബ്രേഷനുകൾ ആഗിരണം ചെയ്യുന്നതിന്, ഫൗണ്ടേഷന്റെ പിണ്ഡം പമ്പിന്റെയും മോട്ടോറിന്റെയും പിണ്ഡത്തിന്റെ കുറഞ്ഞത് മൂന്നിരട്ടി ആയിരിക്കണം.
നിങ്ങളുടെ പ്രവർത്തനത്തിൽ മൊബൈൽ കെമിക്കൽ ട്രാൻസ്ഫർ സ്കിഡുകൾ ഉൾപ്പെടുന്നുവെങ്കിൽ—ഞങ്ങളുടെ മീറ്ററിംഗ് സജ്ജീകരണങ്ങൾക്ക് സമാനമാണ് മൊബൈൽ ഇന്ധന ഡിസ്പെൻസർ സ്പെക്സസ് & മെട്രോളജി ഗൈഡ്— പ്ലാസ്റ്റിക് വോള്യൂറ്റ് കേസിംഗിൽ പൊട്ടൽ ഉണ്ടാകുന്നത് തടയാൻ നിങ്ങളുടെ പിപി പമ്പുകളിൽ ഉചിതമായ ഇലാസ്റ്റോമെറിക് വൈബ്രേഷൻ ഐസൊലേറ്ററുകൾ ഘടിപ്പിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.
പൈപ്പിംഗ് സ്ട്രെയിൻ ഒഴിവാക്കൽ
കനത്ത വ്യാവസായിക പൈപ്പിംഗിന്റെ ഭാരം പോളിപ്രൊഫൈലിൻ കേസിംഗുകൾക്ക് താങ്ങാൻ കഴിയില്ല. എല്ലാ സക്ഷൻ, ഡിസ്ചാർജ് പൈപ്പിംഗുകളും സ്വതന്ത്രമായി പിന്തുണയ്ക്കണം.
പൈപ്പ് സ്ട്രെയിനിനുള്ള ദേശായി ടെസ്റ്റ്: ഫ്ലേഞ്ചുകൾ ഒരുമിച്ച് ബോൾട്ട് ചെയ്യുന്നതിനുമുമ്പ്, പൈപ്പ് ഫ്ലേഞ്ച് പമ്പ് ഫ്ലേഞ്ചുമായി വിന്യസിക്കുക. 1 മില്ലിമീറ്ററിൽ കൂടുതൽ വിടവില്ലാതെ എല്ലാ അക്ഷങ്ങളിലും അവ കൃത്യമായി വിന്യസിക്കണം. പൈപ്പ് ഫ്ലേഞ്ചിനെ പമ്പ് ഫ്ലേഞ്ചുമായി ബന്ധിപ്പിക്കാൻ നിങ്ങളുടെ ഫിറ്റർ ഒരു ക്രോബാറോ ചെയിൻ ബ്ലോക്കോ ഉപയോഗിക്കേണ്ടതുണ്ടെങ്കിൽ, നിങ്ങൾ വലിയ സ്ട്രെയിൻ അവതരിപ്പിക്കുകയാണ്. നിങ്ങൾ ആ ബോൾട്ടുകൾ മുറുക്കുന്ന നിമിഷം, ആ സ്ട്രെയിൻ നേരിട്ട് പമ്പ് കേസിംഗിലേക്ക് മാറ്റുന്നു. പമ്പ് ആരംഭിക്കുമ്പോൾ, പൈപ്പ് സ്ട്രെയിൻ, ദ്രാവക മർദ്ദം, താപ വികാസം എന്നിവയുടെ സംയോജിത സമ്മർദ്ദം ഒടുവിൽ പ്ലാസ്റ്റിക് ഫ്ലേഞ്ചിനെ കേസിംഗിൽ നിന്ന് പൂർണ്ണമായും ഒഴിവാക്കും.

സക്ഷൻ പൈപ്പിംഗ് ജ്യാമിതി
ഇംപെല്ലർ ഐയിലേക്ക് ഏകീകൃതമായ ഒഴുക്ക് ഉറപ്പാക്കാനും ടർബുലൻസ് (വൈബ്രേഷനും കാവിറ്റേഷനും കാരണമാകുന്ന) തടയാനും, പമ്പ് സക്ഷൻ ഫ്ലേഞ്ചിന് തൊട്ടുമുമ്പ് പൈപ്പിന്റെ ഒരു നേരായ റൺ ഉണ്ടെന്ന് ഉറപ്പാക്കുക. ഈ നേരായ റൺ സക്ഷൻ പൈപ്പിന്റെ വ്യാസത്തിന്റെ കുറഞ്ഞത് 5 മുതൽ 10 മടങ്ങ് വരെ ആയിരിക്കണം. പമ്പ് സക്ഷൻ ഫ്ലേഞ്ചിൽ നേരിട്ട് 90-ഡിഗ്രി എൽബോ ഒരിക്കലും ഇൻസ്റ്റാൾ ചെയ്യരുത്. അത് ചെയ്യരുത്.
പ്രോ ടിപ്പ്: തിരശ്ചീന സക്ഷൻ ലൈനിൽ കോൺസെൻട്രിക് റിഡ്യൂസർ ഉപയോഗിക്കുന്നതിനുപകരം എല്ലായ്പ്പോഴും ഒരു എക്സെൻട്രിക് റിഡ്യൂസർ (പരന്ന വശം മുകളിലായി) ഉപയോഗിക്കുക. കോൺസെൻട്രിക് റിഡ്യൂസറുകൾ പൈപ്പിന്റെ മുകളിൽ ഒരു മറഞ്ഞിരിക്കുന്ന എയർ പോക്കറ്റ് കുടുക്കുന്നു, അത് ഒടുവിൽ അയഞ്ഞുപോകുകയും ഇംപെല്ലറിൽ പ്രവേശിക്കുകയും പ്രൈം അല്ലെങ്കിൽ മൊത്തം സീൽ ഫെയ്സ് തകരാർ പെട്ടെന്ന് നഷ്ടപ്പെടാൻ കാരണമാവുകയും ചെയ്യും.
കെമിക്കൽ ഹാൻഡിങ്ങിനുള്ള പ്രിസിഷൻ എഞ്ചിനീയറിംഗ്
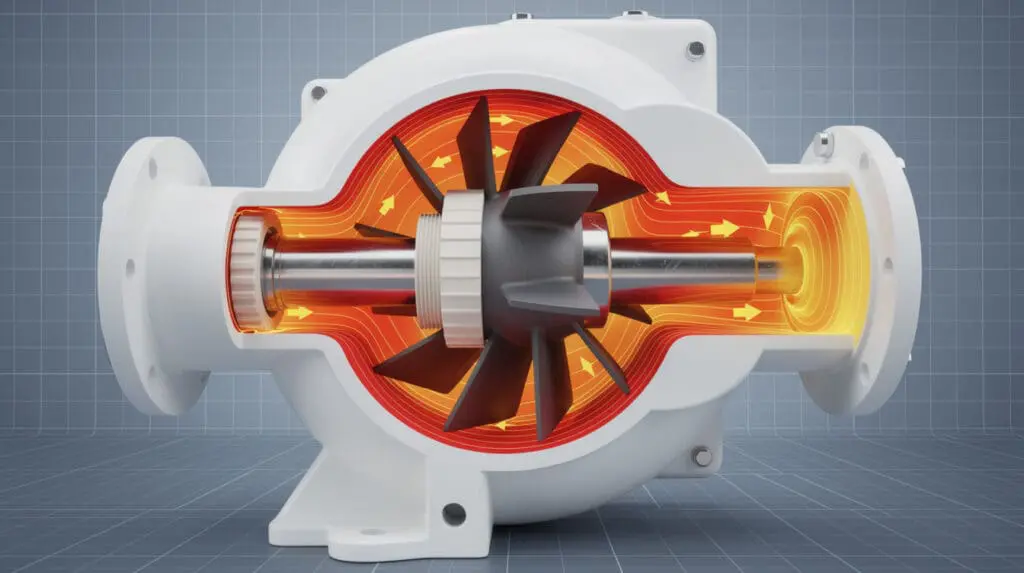
ഞങ്ങളുടെ സിംഗിൾ-സ്റ്റേജ്, തിരശ്ചീന പിപി പമ്പുകൾ നിർമ്മിക്കുമ്പോൾ, ക്ലിയർ എച്ച്സിഎൽ മുതൽ വിസ്കോസ് ഡൈ എഫ്ലുവന്റ്സ് വരെ സുഗമമായി കൈകാര്യം ചെയ്യുന്നതിനായി, സെമി-ഓപ്പൺ ഇംപെല്ലറുകളെ സ്ട്രീംലൈൻഡ് പ്രൊഫൈൽ വാനുകൾ ഉപയോഗിച്ച് ഡൈനാമിക് ആയും ഹൈഡ്രോളിക്കായും ഞങ്ങൾ സന്തുലിതമാക്കുന്നു. പരമാവധി ഡൈമൻഷണൽ സ്ഥിരതയ്ക്കായി പമ്പ് കേസിംഗിൽ ഒരു ബാഹ്യ മെറ്റൽ റിംഗ് സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് ഉയർന്ന മർദ്ദത്തിലുള്ള ആപ്ലിക്കേഷനുകളിൽ ബലൂണിംഗ് പ്രഭാവം തടയുന്നു.
നിങ്ങൾ ഒരു ഇലക്ട്രോപ്ലേറ്റിംഗ് പ്ലാന്റിൽ രാസവസ്തുക്കൾ വിതരണം ചെയ്യുകയാണെങ്കിലും, Cl2, SO2 എന്നിവ ഉപയോഗിച്ച് ഒരു സ്ക്രബ്ബർ ലൈൻ കൈകാര്യം ചെയ്യുകയാണെങ്കിലും, അല്ലെങ്കിൽ ഉയർന്ന ശേഷിയുള്ള ഫിൽട്ടർ പ്രസ്സ് ഫീഡ് പ്രവർത്തിപ്പിക്കുകയാണെങ്കിലും, നിങ്ങളുടെ മുഴുവൻ പ്രവർത്തനത്തിന്റെയും വിശ്വാസ്യത നിങ്ങളുടെ ട്രാൻസ്ഫർ പമ്പുകളുടെ ഘടനാപരമായ സമഗ്രതയെ ആശ്രയിച്ചിരിക്കുന്നു.
പമ്പ് തകരാറിന്റെ ലക്ഷണങ്ങൾ ചികിത്സിക്കുന്നത് നിർത്തുക.
ഇന്ത്യയിലെ ഏറ്റവും കഠിനമായ രാസ പരിതസ്ഥിതികൾക്കായി പ്രത്യേകം രൂപകൽപ്പന ചെയ്ത ISO 5199 സ്റ്റാൻഡേർഡ് സെൻട്രിഫ്യൂഗൽ പിപി പമ്പുകൾ ഉപയോഗിച്ച് നിങ്ങളുടെ പ്ലാന്റ് സജ്ജമാക്കുക. നിങ്ങളുടെ ഫ്ലൂയിഡ് ഡൈനാമിക്സിന് അനുയോജ്യമായ PP, GRP, UHMWPE, അല്ലെങ്കിൽ PVDF നിർമ്മാണങ്ങളിൽ നിന്ന് തിരഞ്ഞെടുക്കുക.
പതിവ് ചോദ്യങ്ങൾ
പ്രവർത്തന സമയത്ത് ഒരു സെൻട്രിഫ്യൂഗൽ പിപി പമ്പിന് പ്രൈം നഷ്ടപ്പെടാനുള്ള കാരണം എന്താണ്?
പ്രവർത്തന സമയത്ത് പ്രൈം നഷ്ടപ്പെടുന്നത് സാധാരണയായി ചോർന്നൊലിക്കുന്ന സക്ഷൻ ഫ്ലേഞ്ച് ഗാസ്കറ്റിലൂടെ വായു പ്രവേശിക്കുന്നത്, വിതരണ ടാങ്കിലെ കുറഞ്ഞ ദ്രാവക അളവ് കാരണം വോർട്ടെക്സ് ഉണ്ടാകുന്നത്, അല്ലെങ്കിൽ ദ്രാവകത്തിന്റെ താപനില അതിന്റെ നീരാവി മർദ്ദം (കാവിറ്റേഷൻ) കവിയുന്നത് എന്നിവ മൂലമാണ്. സക്ഷൻ ലൈൻ പൂർണ്ണമായും വായുസഞ്ചാരമില്ലാത്തതാണെന്നും NPSHa പമ്പിന്റെ NPSHr കവിയുന്നുണ്ടെന്നും ഉറപ്പാക്കുക.
എന്റെ പിപി പമ്പിന്റെ മെക്കാനിക്കൽ സീൽ ഒരു മാസത്തിനു ശേഷം ചോരുന്നത് എന്തുകൊണ്ടാണ്?
സത്യം പറഞ്ഞാൽ, അകാല മെക്കാനിക്കൽ സീൽ ചോർച്ചകൾ അപൂർവ്വമായി ഒരു നിർമ്മാണ വൈകല്യമാണ്. അവ സാധാരണയായി ഡ്രൈ റണ്ണിംഗ് (കുറച്ച് സെക്കൻഡുകൾ പോലും), സീൽ മുഖങ്ങളിൽ ഘർഷണം ഉണ്ടാക്കുന്ന ദ്രാവകത്തിലെ ഉരച്ചിലുകൾ, രാസ പൊരുത്തക്കേട് (അക്രമണാത്മക കാസ്റ്റിക്സുള്ള ഒരു സ്റ്റാൻഡേർഡ് സെറാമിക് ഷാഫ്റ്റ് സ്ലീവ് ഉപയോഗിക്കുന്നത് പോലെ), അല്ലെങ്കിൽ അടച്ച വാൽവിനെതിരെ പമ്പ് പ്രവർത്തിപ്പിക്കുമ്പോൾ ഉണ്ടാകുന്ന ഗുരുതരമായ ഷാഫ്റ്റ് വ്യതിയാനം എന്നിവ മൂലമാണ് ഉണ്ടാകുന്നത്.
പോളിപ്രൊഫൈലിൻ പമ്പുകൾക്ക് ഉയർന്ന താപനിലയുള്ള ദ്രാവകങ്ങൾ കൈകാര്യം ചെയ്യാൻ കഴിയുമോ?
സ്റ്റാൻഡേർഡ് പോളിപ്രൊഫൈലിൻ (പിപി) സാധാരണയായി 80°C വരെയുള്ള താപനിലയ്ക്ക് അനുയോജ്യമാണ്. എന്നിരുന്നാലും, ചിന്താൻ എഞ്ചിനീയേഴ്സിൽ, 120°C വരെ പ്രവർത്തന താപനില പരിധി വർദ്ധിപ്പിക്കുന്ന ഗ്ലാസ് റീഇൻഫോഴ്സ്ഡ് പ്ലാസ്റ്റിക് (GRP), പോളി വിനൈലിഡീൻ ഫ്ലൂറൈഡ് (PVDF) എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ച കേസിംഗുകൾ ഞങ്ങൾ വാഗ്ദാനം ചെയ്യുന്നു. വിന്യസിക്കുന്നതിന് മുമ്പ് എല്ലായ്പ്പോഴും നിങ്ങളുടെ നിർദ്ദിഷ്ട ഗുരുത്വാകർഷണവും താപനില റേറ്റിംഗും പരിശോധിക്കുക.
ഒരു കെമിക്കൽ പമ്പ് കേസിംഗിൽ താപ രൂപഭേദം എങ്ങനെ തടയാം?
പമ്പ് ഒരിക്കലും ഡെഡ്-ഹെഡഡ് ആയി പ്രവർത്തിപ്പിക്കരുത് (അടഞ്ഞ ഡിസ്ചാർജ് വാൽവിന് നേരെ). ഘർഷണ താപം സുരക്ഷിതമായി ഇല്ലാതാക്കുന്ന തുടർച്ചയായ ദ്രാവക രക്തചംക്രമണം ഉറപ്പാക്കാൻ കുറഞ്ഞ ഫ്ലോ ബൈപാസ് ലൈനുകൾ ഉപയോഗിക്കുക. കൂടാതെ, പ്ലാസ്റ്റിക് പമ്പ് ഫ്ലേഞ്ചുകളിൽ മെക്കാനിക്കൽ സമ്മർദ്ദം ചെലുത്തുന്നതിന് മുമ്പ് താപ പൈപ്പ് വളർച്ച ആഗിരണം ചെയ്യുന്നതിന് നിങ്ങളുടെ പൈപ്പിംഗിൽ വഴക്കമുള്ള എക്സ്പാൻഷൻ ജോയിന്റുകൾ ഉപയോഗിക്കുക.
പിപി പമ്പുകളിലെ ബാഹ്യ മെക്കാനിക്കൽ സീലും ആന്തരിക മെക്കാനിക്കൽ സീലും തമ്മിലുള്ള വ്യത്യാസം എന്താണ്?
സ്റ്റഫിംഗ് ബോക്സിനുള്ളിൽ ഒരു ആന്തരിക മെക്കാനിക്കൽ സീൽ ഇരിക്കുന്നു, പമ്പ് ചെയ്ത ദ്രാവകത്താൽ ചുറ്റപ്പെട്ടിരിക്കുന്നു, ഇത് തണുപ്പിക്കാൻ സഹായിക്കുന്നു, പക്ഷേ സീൽ സ്പ്രിംഗുകളെ നേരിട്ട് നശിപ്പിക്കുന്ന രാസവസ്തുക്കളിലേക്ക് തുറന്നുകാട്ടുന്നു. പമ്പ് കേസിംഗിന് പുറത്ത് ഒരു ബാഹ്യ മെക്കാനിക്കൽ സീൽ ഘടിപ്പിച്ചിരിക്കുന്നു, ഇത് ലോഹ ഘടകങ്ങളെ ആക്രമണാത്മക ദ്രാവകത്തിൽ നിന്ന് വേർതിരിച്ച് നിർത്തുന്നു. സൾഫ്യൂറിക് ആസിഡ്, എച്ച്സിഎൽ പോലുള്ള കഠിനമായ രാസവസ്തുക്കൾക്ക് ബാഹ്യ സീലുകൾ, പ്രത്യേകിച്ച് PTFE ബെല്ലോസ് തരങ്ങൾ വളരെ ശുപാർശ ചെയ്യുന്നു.
കാസ്റ്റ് അയൺ പമ്പുകളെ അപേക്ഷിച്ച് എന്റെ പിപി പമ്പിൽ വൈബ്രേഷൻ കൂടുതലായിരിക്കുന്നത് എന്തുകൊണ്ട്?
പോളിപ്രൊഫൈലിൻ കാസ്റ്റ് ഇരുമ്പിനെ അപേക്ഷിച്ച് ഭാരം കുറഞ്ഞതും കടുപ്പമില്ലാത്തതുമാണ്, അതായത് ഇത് സ്വാഭാവികമായി കുറഞ്ഞ വൈബ്രേഷനെ ആഗിരണം ചെയ്യുകയും കുറയ്ക്കുകയും ചെയ്യുന്നു. ഒരു പിപി പമ്പിലെ ഉയർന്ന വൈബ്രേഷൻ സാധാരണയായി തെറ്റായി ക്രമീകരിച്ച പൈപ്പിംഗ്, ഭാഗികമായി അടഞ്ഞുപോയ സെമി-ഓപ്പൺ ഇംപെല്ലർ അല്ലെങ്കിൽ മോട്ടോർ ബെയറിംഗ് ഡീഗ്രേഡേഷൻ എന്നിവയിൽ നിന്നുള്ള പൈപ്പ് സമ്മർദ്ദത്തെ സൂചിപ്പിക്കുന്നു. DIN 24256 മാനദണ്ഡങ്ങൾ അനുസരിച്ച് പമ്പ് കനത്ത ഗ്രൗട്ട് ചെയ്ത ബേസ്പ്ലേറ്റിൽ ഘടിപ്പിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.
*
ചിന്തൻ എഞ്ചിനീയേഴ്സിലെ സീനിയർ ഫ്ലോ മെഷർമെന്റ് ആൻഡ് ഫ്ലൂയിഡ് ഡൈനാമിക്സ് എഞ്ചിനീയറാണ് വിക്രം ദേശായി, ഇന്ത്യൻ വ്യാവസായിക മേഖലകളിലുടനീളമുള്ള കെമിക്കൽ ട്രാൻസ്ഫർ സിസ്റ്റങ്ങൾ, ഇൻഡസ്ട്രിയൽ ഫ്ലോ മീറ്ററിംഗ്, മെട്രോളജി കംപ്ലയൻസ് എന്നിവയിൽ വൈദഗ്ദ്ധ്യം നേടിയിട്ടുണ്ട്.
