















A 0.5% volumetric giveaway on a 20,000 L/shift lube oil batching line leaks ₹2.4 lakh worth of product into the ether every single month. Over a year, that is nearly ₹29 lakh of your operational budget evaporating simply because your valves overshot or your meter drifted out of calibration.
I am Vikram Desai. In my 22 years as a Flow Measurement Engineer at Chintan Engineers, I have designed, calibrated, and commissioned over 5,000 flow systems. I have spent thousands of hours in hot, dusty GIDC industrial estates and high-security ONGC refineries, watching plant managers lose their margins to bad batching architecture.
When a procurement manager tells me they want to save ₹40,000 by buying an uncertified, open-loop dosing setup instead of an engineered batching skid, I show them the math. Industrial batching is not about moving fluid from a tank to a drum; it is about absolute, repeatable volumetric precision under the strict gaze of Indian regulatory bodies.
If you are operating a chemical dosing facility, a lube blending plant, or a fuel depot, you cannot rely on guesswork. You need to understand OIML R 117 certification India requirements, the Legal Metrology Act, and how to engineer a skid that passes inspection while hitting ±0.2% to ±0.5% accuracy on every single drop.
Let me show you how to navigate industrial dosing system compliance and engineer a skid that protects your process and your profits.
In This Article
- The Real Cost of Non-Compliance
- Understanding OIML R 117 Certification India Requirements
- Liquid Batching System Legal Metrology: The Indian Context
- BIS Standards for Industrial Flow: IS 14883 and IS 5765
- Engineering an OIML-Compliant Batching Skid
- Surviving the Indian Industrial Environment
- Component Breakdown: The CE-136 Preset Batching System
- Installation & Maintenance Rules for Certified Skids
- Feature Comparison: Internal Dosing vs. Custody Transfer Skids
- Questions I Get Asked in the Field
- Vikram’s Final Recommendation
The Real Cost of Non-Compliance
Before looking at the BIS codes and Legal Metrology rules, we need to establish why these standards exist. They are not merely bureaucratic hurdles; they are engineering baselines designed to ensure fair trade and accurate process control. And trust me, local inspectors do not miss much.
When you transfer custody of a liquid—whether you are filling 210-litre drums for sale or loading a 12,000-litre tank truck—you fall under the purview of weights and measures regulations. If your batching skid dispenses 211 litres but bills for 210, you lose money. If it dispenses 209 litres, you face severe penalties from the Legal Metrology Organization (LMO), including sealed equipment, heavy fines, and severe reputational damage.
Understanding OIML R 117 Certification India Requirements
The Organisation Internationale de Métrologie Légale (OIML) is an intergovernmental treaty organization. For fluid measurement, OIML R 117 is the definitive global recommendation for "Dynamic measuring systems for liquids other than water."
In India, the Legal Metrology rules closely mirror OIML R 117 requirements. If your liquid batching system is used for commercial transactions (custody transfer), it must meet specific Accuracy Classes defined by this standard.
Accuracy Classes Explained
OIML R 117 categorizes measuring systems into classes based on the application:
- Class 0.3: Required for pipeline systems and large-capacity loading of ships or trains. Maximum Permissible Error (MPE) is ±0.3%.
- Class 0.5: The standard for most industrial applications, including loading/unloading of tank trucks, railcars, and drum filling stations. The MPE here is ±0.5%.
- Class 1.0 & 1.5: Used for less critical applications or highly viscous fluids where extreme precision is technologically prohibitive.
At Chintan Engineers, we engineer our liquid batching systems specifically to clear these hurdles. Our standard skids equipped with CE-110/111 Positive Displacement (PD) meters routinely achieve ±0.5% accuracy. For custody transfer applications requiring tighter tolerances, our CE-113-based custody skids are designed to hit ±0.2% accuracy, comfortably exceeding OIML Class 0.3 requirements.
Pro Tip: Never assume a flow meter’s bench accuracy equals the skid’s batching accuracy. A meter might be ±0.2% accurate, but if your system uses a slow-acting motorized valve instead of a dual-stage pneumatic valve, hydraulic lag will cause batch overshoot, pushing your total system accuracy well beyond the ±0.5% OIML limit.
Liquid Batching System Legal Metrology: The Indian Context
Meeting OIML R 117 certification India requirements is just the first step. Your system must adhere to the Legal Metrology Act, 2009, and the Legal Metrology (General) Rules, 2011.
If your batching skid is dispensing product that goes to market, it is classified as a "Weight or Measure" used in transactions. The local LMO inspector will require:
- Model Approval: The core measuring instrument (the flow meter) must have model approval from the Director of Legal Metrology, Government of India.
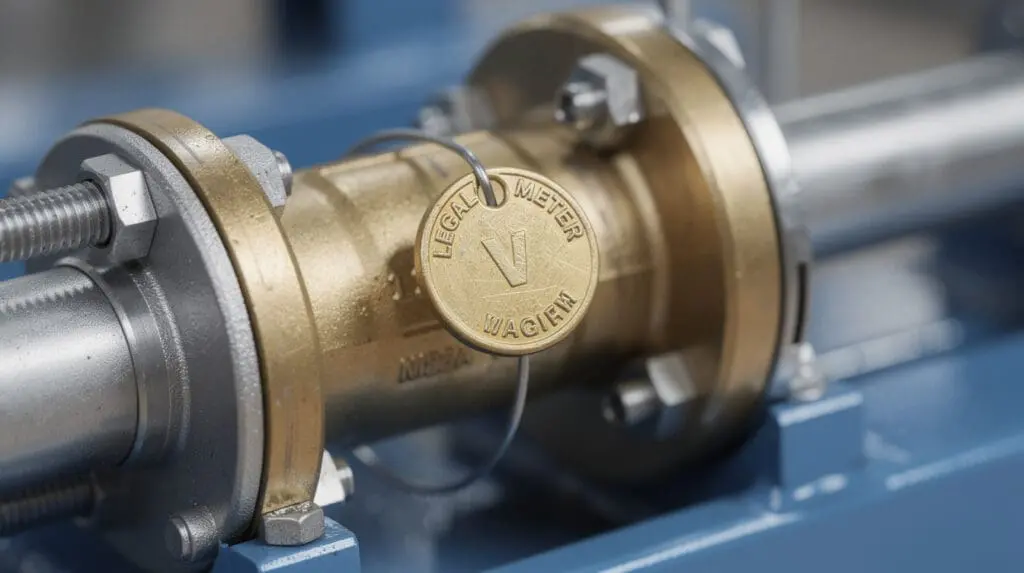
- Initial Verification & Stamping: Before you run the first production batch, an LMO inspector must physically test the system using certified prover cans (usually 50L, 100L, or 500L capacities). If the skid proves accurate within the MPE, the inspector physically seals the meter's calibration mechanism with a lead wire seal to prevent tampering.
- Re-verification: In India, this stamping must be renewed annually. If the wire seal is broken for maintenance, you must recalibrate and restamp immediately.
Warning: Breaking a Legal Metrology seal without an inspector present, even for emergency maintenance to fix a jammed rotor, is a direct violation of the Legal Metrology Act. Always schedule maintenance around re-verification windows unless the system is strictly for internal, non-commercial dosing.
BIS Standards for Industrial Flow: IS 14883 and IS 5765
While OIML dictates the system's performance, the Bureau of Indian Standards (BIS) dictates the specific engineering and manufacturing tolerances for the components used in your skid.
For positive displacement meters handling hydrocarbons and chemicals, we look at IS 14883 (Positive Displacement Flow Meters). This standard outlines the requirements for materials of construction, pressure testing (hydrostatic testing at 1.5 times the maximum working pressure), and endurance testing.
When evaluating these standards for industrial flow, you must ensure your system provider isn't just bolting a compliant meter to a non-compliant manifold. What good is a certified meter if the manifold holding it flexes under pressure? The entire skid—flanges (IS 6392), piping (IS 1239 / IS 3589), and electrical enclosures (IS/IEC 60079 for explosive atmospheres)—must align with Indian industrial codes.
Struggling to meet LMO compliance on your filling line?
Chintan Engineers designs completely turnkey liquid batching skids guaranteed to meet ±0.5% to ±0.2% accuracy for Legal Metrology stamping.
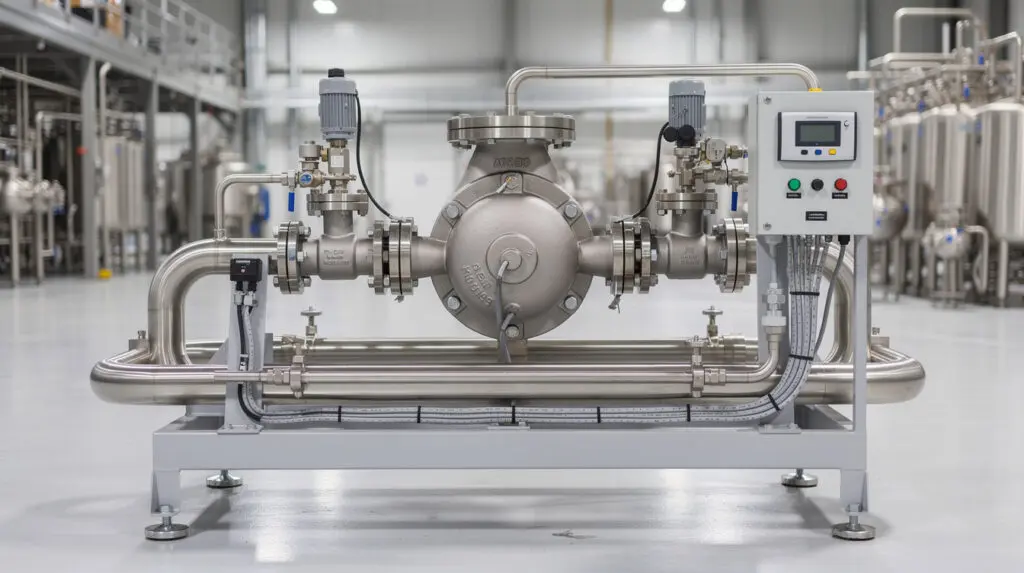
Engineering an OIML-Compliant Batching Skid
I have seen countless plant managers buy a premium flow meter, wire it directly to a cheap solenoid valve, and wonder why their 200L drums are overflowing by a litre and a half.
Industrial dosing system compliance is an architecture game. You are measuring dynamic fluid mechanics, not weighing a solid block of iron. To hit ±0.2% repeatability, every component on the skid must work in absolute synergy.
1. Meter Selection: Positive Displacement vs. Turbine
I've calibrated enough turbine meters to know they don't belong anywhere near viscous fuels or lubricants. Honestly, they're a maintenance headache the second the ambient temperature drops. A turbine meter’s accuracy degrades severely when fluid viscosity changes (which happens daily in India).
For an OIML-compliant liquid batching system handling diesel, lube oil, or specialty chemicals (up to 5,000 mPa·s), you must use Positive Displacement (PD) meters like our CE-110/111 series or the CE-136 Preset Batching System. PD meters measure discrete, finite volumes of fluid mechanically. Their volumetric accuracy is largely independent of viscosity or pressure variations.
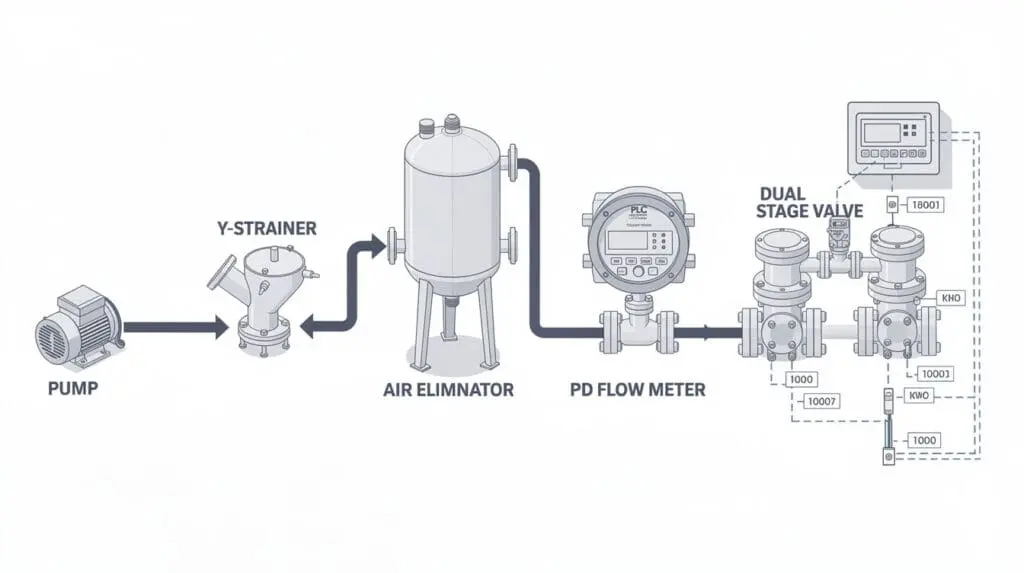
2. Air Elimination (You Can't Sell Air)
I see this constantly in the field: this is the most common reason batching skids fail Legal Metrology inspections. If your pump pulls in a pocket of air (due to a low tank level or vortexing), that air spins the flow meter. The meter counts the air as liquid. You end up short-changing your customer or your reactor vessel.
OIML R 117 strictly mandates that measuring systems must incorporate an air elimination device. A proper batching skid includes a deaerator or air eliminator installed upstream of the meter. When air enters the chamber, a float drops, venting the air to the atmosphere (or a recovery tank) and temporarily halting the flow until solid liquid returns.
3. Dual-Stage Valve Control for Zero Overshoot
Fluid moving at 120 L/min has immense kinetic energy. If you command a valve to shut instantly at exactly 200.0 litres, the hydraulic delay and the valve's closing stroke time will allow another 0.5 to 1.5 litres of fluid to slip through.
To achieve precise industrial dosing system compliance, we utilize Dual-Stage Pneumatic Actuated Valves paired with our CE-Setstop preset controllers.
The logic works like this:
- High Flow: Valve opens 100%. Fluid rushes in at 120 L/min.
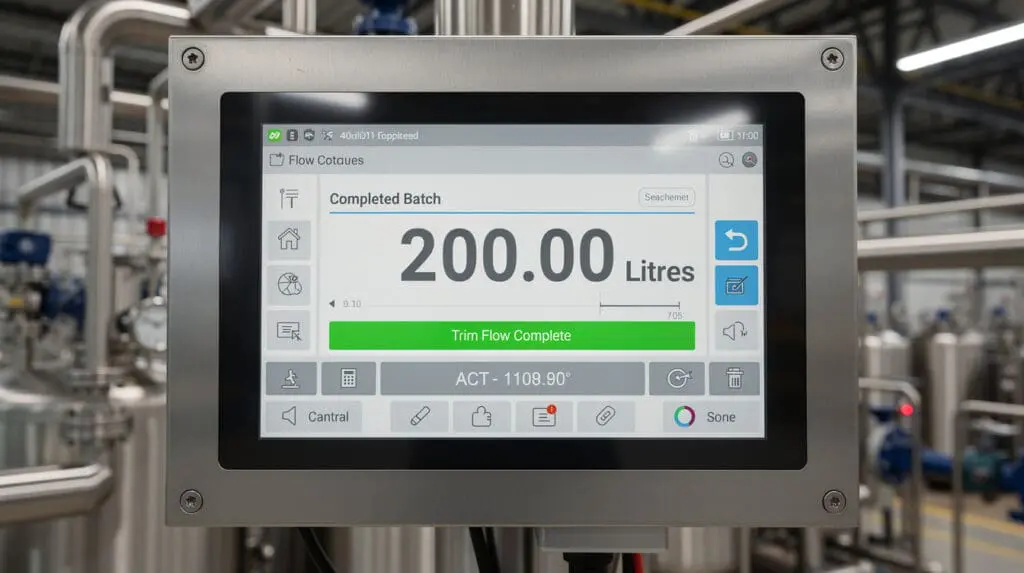
- Trim Flow: At 195 litres (the pre-set threshold), the PLC signals the valve to close to 10%. The flow rate drops to 15 L/min.
- Final Shutoff: At exactly 200.0 litres, the valve snaps shut from the 10% position. Overshoot is eliminated, keeping the batch well within the ±0.5% margin.
Surviving the Indian Industrial Environment
Engineering a system on paper is one thing; making it survive a chemical plant in Vapi or a lube depot in Chennai is another (and trust me, the salt air in Chennai eats mild steel for breakfast).
Our systems endure severe electrical and environmental realities:
- Voltage Fluctuations: GIDC estates are notorious for power dips and spikes. Our 220 V AC control systems for the PLC/HMI utilize robust SMPS and line filters so that a voltage dip doesn't wipe out the batch memory mid-fill.
- Hazardous Environments: For petrochemical sites or solvent batching, the entire electrical architecture must be flameproof (Ex d). We supply flameproof motors, intrinsically safe (Ex i) barriers for pulse sensors, and stainless steel manifolds (like the SS-304/SS-316 construction found in our CE-143 LPG flow meters).
- Monsoon Humidity: Coastal installations suffer massive corrosion. We mandate IP65/IP67 ratings on all electronic enclosures and prefer SS-316 hardware for exposed components.
If you want to understand the long-term financial impact of selecting the right materials and meters, I highly recommend reviewing our detailed breakdown on Fuel Flow Meter TCO: 5-Year Cost of Accuracy & Maintenance.
Component Breakdown: The CE-136 Preset Batching System
When a site engineer asks me for a reliable, compliant system for chemical batching or reactor vessel filling, I usually point them toward the CE-136 architecture.
CE-136 Quick Specs:
- Category: Preset Batching Systems
- Accuracy: ±0.5%
- Control: Electrically activated valve control for automatic cutoff.
- Application: Exact quantity dispensing to reactors and storage tanks.
For more corrosive or specialized environments, we adapt the logic using components similar to the CE-143 Flow Meter, which offers SS-304/SS-316 construction, handles up to 6 MPA pressure, and integrates seamlessly with RS485 communication for modern SCADA/ERP environments.
Did You Know: Did you know? A standard 4-20mA analog signal is rarely used for custody-transfer batching because of signal degradation and conversion errors. For Legal Metrology compliance, we rely exclusively on raw, high-frequency Pulse outputs (dual-channel to detect signal tampering or cable faults) fed directly into the preset counter.
Installation & Maintenance Rules for Certified Skids
Even a brilliantly engineered ±0.2% skid will fail an OIML R 117 certification India audit if installed improperly. Here are the non-negotiable rules I enforce during commissioning:
1. Strainer Maintenance is Mandatory
Positive displacement meters have microscopic clearances between the rotors and the measuring chamber walls. A single welding slag bead or a rust flake will jam the meter instantly. Our skids include oversized inline strainers (typically 40 to 80 mesh depending on the fluid). If you do not clean this basket regularly, pressure drop increases, cavitation begins, and accuracy vanishes.
2. Static Grounding
Flowing hydrocarbons generate static electricity. If you are batching diesel or solvents into totes, static buildup can spark and cause catastrophic fires. Our skids include dedicated static grounding lugs. Never bypass these.
3. Piping Stress
Do not use the flow meter or the batching skid manifold as a pipe support. If your inlet and outlet pipes are misaligned and you use the flange bolts to force them together, you will distort the meter body. A distortion of just a few microns is enough to bind a PD meter rotor or throw off its calibration curve.
Need a skid that drops right into your pipeline?
Chintan Engineers supplies fully integrated skids—complete with matched pumps, filtration, and pneumatic controls—minimizing onsite fabrication and guaranteeing performance.
Feature Comparison: Internal Dosing vs. Custody Transfer Skids
To help you specify the right system, here is how our batching architecture scales based on your compliance needs:
| Feature | Internal Process Dosing (Basic) | OIML / Legal Metrology Custody Skid (Advanced) |
| :— | :— | :— |
| Accuracy Target | ±1.0% to ±0.5% | ±0.5% to ±0.2% |
| Meter Technology | Standard PD or Turbine | High-Precision PD (CE-110/111 series) |
| Air Elimination | Optional (Standard Strainer) | Mandatory Mechanical Deaerator with Float |
| Valve Logic | Single-stage Solenoid (On/Off) | Dual-stage Pneumatic (Fast/Trim/Close) |
| Calibration Security | Software password | Physical Lead Wire Stamping (LMO Seal) |
| Data Logging | Local Totalizer | Ticket Printer & ERP/MES Integration (RS485/Ethernet) |

Questions I Get Asked in the Field
What batch sizes can your systems handle?
Our typical liquid batching systems handle anywhere from 5 to 1,000 litres per batch. By utilizing multi-stage valve logic, we ensure that the kinetic energy of the fluid is controlled, keeping volumetric overshoot strictly below ±0.5% regardless of the batch size.
How often must Legal Metrology stamping be renewed in India?
Under the Legal Metrology (General) Rules, flow meters used for commercial transactions must be re-verified and stamped annually by a local LMO inspector using certified prover measures.
Does fluid viscosity affect OIML R 117 certification compliance?
Yes and no. If you use a turbine meter, viscosity changes will drastically alter the meter's K-factor, causing you to fail certification. However, if you use our recommended positive displacement meters, the measuring principle is volumetric, meaning the accuracy remains highly stable across a wide viscosity range (up to 5,000 mPa·s).
Can the system handle multiple fluids on the same skid?
Yes. We engineer multi-stream manifolds. Depending on the cross-contamination rules of your facility, we can install dedicated meters and valves per fluid, or use shared headers with automated flushing cycles controlled via the PLC.
What is the difference between BIS standards for industrial flow and OIML R 117?
BIS standards (like IS 14883) dictate the manufacturing, materials, and safety testing of the hardware components in India. OIML R 117 dictates the metrological performance (the accuracy classes and system architecture, like mandatory air elimination) required for dynamic measuring systems worldwide.
Do you support hazardous locations for chemical batching?
Absolutely. For petrochemical sites, solvent blending, and LPG applications (like our CE-143 meter), we provide flameproof (Ex d) motors, intrinsically safe barriers, and stainless steel manifolds that meet both PESO (Petroleum and Explosives Safety Organisation) and BIS explosion-proof standards.
Can batches be logged directly to our ERP system?
Yes. The days of operators writing down batch totals on a clipboard are over. Our PLC/HMI architectures feature pulse, 4-20 mA, Ethernet/Modbus, and RS485 outputs. Every batch can be logged to your SCADA/ERP dashboards, and we provide ticket printers for immediate, locally captured physical receipts.
Vikram’s Final Recommendation
Based on 22 years of field data, here is what I recommend for your operation:
If you are batching fluids purely for internal process control—like mixing water and additives into a reactor—you can rely on the CE-136 Preset Batching System. It delivers an excellent ±0.5% accuracy, utilizes robust electrically activated valves, and provides exactly what you need without the overhead of statutory stamping.
However, if your liquid batching system is filling drums for retail sale, loading tankers, or transferring custody of high-value fuels and lubricants, you cannot compromise. You must specify a skid that meets OIML R 117 Class 0.5 or 0.3 requirements.
Specify a skid with CE-110/111 PD meters, a mandatory mechanical air eliminator, and dual-stage pneumatic valves. This architecture eliminates overshoot, guarantees ±0.2% to ±0.5% precision, and easily passes the rigorous scrutiny of Indian Legal Metrology inspectors.
Stop paying for batching errors and regulatory fines out of your profit margins. Engineer the skid correctly the first time.
Ready to build an OIML-compliant liquid batching system?
Share your fluid specs, batch volume, and automation goals with our engineering team. We will design a system that guarantees ±0.5% or better accuracy.
