















Une pompe centrifuge de 10 CV fonctionnant en continu 12 heures par jour consommera environ 10,7 lakhs de roupies en électricité sur un cycle de vie de cinq ans. J'ai rencontré des centaines de responsables des achats dans les zones industrielles du Gujarat et du Maharashtra qui négocient âprement pour obtenir une réduction de 15 000 roupies sur le prix initial. Prix des pompes SS en Inde, complètement aveugles au fait qu'une simple baisse de 5% de l'efficacité hydraulique leur coûtera 53 000 ₹ en énergie gaspillée au cours de cette même période.
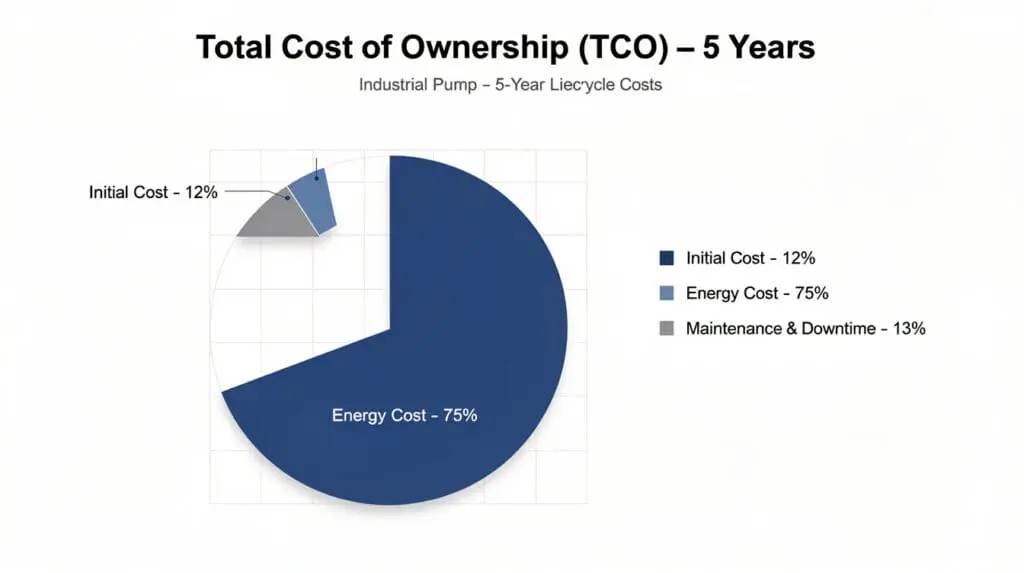
Après 22 ans d'expérience dans le dimensionnement, l'installation et le dépannage de systèmes de manutention de fluides chez Chintan Engineers, je peux vous affirmer que considérer une pompe de process comme un investissement ponctuel est l'erreur la plus coûteuse qu'un responsable d'usine puisse commettre. Coût total de possession (TCO) des pompes industrielles Le coût total de possession (CTP) ne représente qu'entre 101 et 151 TP3T du coût réel. Le reste est absorbé par la consommation d'énergie, le remplacement des garnitures mécaniques et les arrêts de production.
Ci-dessous, je détaillerai précisément l'utilisation de votre argent sur un cycle de fonctionnement de 60 mois, en m'appuyant sur des données d'ingénierie rigoureuses, les normes IS 5120 pour les pompes rotodynamiques et nos propres indicateurs de performance sur le terrain.
Dans cet article
- Les trois piliers du coût total de possession des pompes industrielles
- Cycles d'entretien de 5 ans : joints et arbres
- Données réelles : Tableau comparatif du coût total de possession (TCO) sur 5 ans
- Contexte industriel : Où les pompes en acier inoxydable sont obligatoires
- Directives d'installation et de maintenance pour un coût total de possession minimal
- Foire aux questions
Les trois piliers du coût total de possession des pompes industrielles
Pour calculer avec précision le coût d'une pompe centrifuge en acier inoxydable Sur l'ensemble de son cycle de vie, il est essentiel de décomposer l'exploitation en trois segments distincts : les dépenses d'investissement (CAPEX), les dépenses d'exploitation (OPEX – énergie) et les dépenses de maintenance (temps d'arrêt et pièces détachées). Car, soyons francs, une pompe n'est qu'un amas de métal tant qu'elle n'est pas mise en marche et entretenue.
1. Dépenses d'investissement (La partie émergée de l'iceberg)
Le coût initial comprend la pompe nue, le moteur, la plaque de base, l'accouplement et la main-d'œuvre pour l'installation. Une pompe monobloc standard Chintan Engineers série CE SS-304 est fabriquée en acier inoxydable laminé. Pourquoi est-ce important ? L'acier inoxydable laminé offre une surface non poreuse et sans piqûres, contrairement aux matériaux moulés.
Je constate cette erreur chaque semaine : les équipes d'approvisionnement comparent nos pompes à des alternatives moins chères en fonte ou en acier inoxydable moulé. Or, les volutes moulées présentent intrinsèquement une rugosité de surface plus élevée. Lors des tests de performance hydraulique selon la norme ISO 9906, ce frottement de surface se traduit directement par un rendement de pompage inférieur. Vous pourriez économiser 12 000 ₹ le premier jour, mais vous vous retrouvez avec une consommation d'énergie parasite permanente sur le réseau électrique de votre usine.
2. Dépenses opérationnelles (Le gouffre financier silencieux)
Calculons précisément la consommation d'énergie. Nos pompes de la série CE sont conçues pour des débits allant jusqu'à 120 m³/h et des hauteurs de refoulement jusqu'à 60 mètres.
Si vous utilisez une pompe de 10 CV (7,46 kW) sur une alimentation triphasée de 380-415 V, fonctionnant 12 heures par jour, 300 jours par an, pendant 5 ans, la pompe fonctionnera pendant 18 000 heures.
- Énergie totale = 7,46 kW × 18 000 heures = 134 280 kWh.
- Avec un tarif industriel de 8,00 ₹ par kWh, vos coûts d'exploitation sur 5 ans s'élèvent à : 1 074 240 ₹.
Si votre pompe bon marché fonctionne avec un rendement de seulement 60% au lieu d'un rendement optimal de 65%, le moteur devra consommer proportionnellement plus d'ampères pour atteindre le point de fonctionnement requis. Cet écart de 5% se traduit directement par des dizaines de milliers de roupies gaspillées.
Conseil de pro : Je conseille systématiquement à mes clients qui dimensionnent des pompes pour des fluides visqueux (comme les produits laitiers ou les sirops) de recalculer leurs courbes de performance. Notre série CE supporte des pressions allant jusqu'à 1 500 centipoises, mais négliger la réduction de puissance due à la viscosité entraînera un fonctionnement hors du point de rendement optimal (PRO), faisant exploser le coût total de possession énergétique.
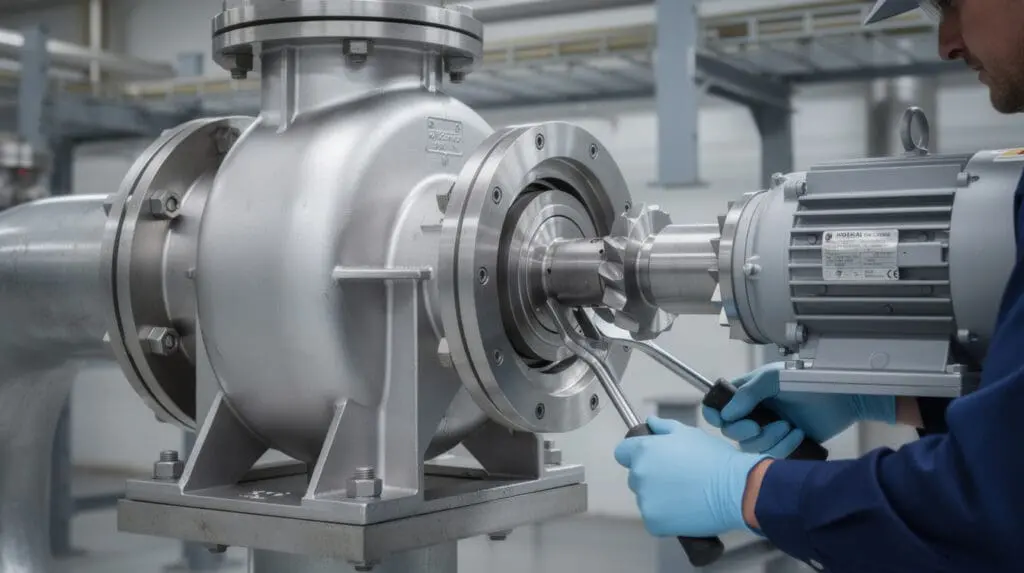
Cycles d'entretien de 5 ans : joints et arbres
Lorsque vous vous asseyez pour calculer coût d'entretien de la pompe SS, Les joints mécaniques et les roulements occuperont une place prépondérante dans votre tableau. Dans les environnements poussiéreux des zones industrielles de GIDC, soumis à une forte humidité pendant la mousson, l'étanchéité des joints est primordiale.
Nos pompes de la série CE fonctionnent à des vitesses allant jusqu'à 2 880 tr/min. À ces vitesses, la déformation de l'arbre doit être pratiquement nulle. Nous utilisons de série un système d'étanchéité d'arbre flexible avec garniture d'étanchéité, mais pour les applications critiques dans les secteurs de la chimie et de l'industrie laitière, l'utilisation de garnitures mécaniques est indispensable.
(J'ai démonté suffisamment de pompes en fonte défectueuses dans des installations pharmaceutiques pour vous dire que l'utilisation de métaux de qualité inférieure autour de fluides corrosifs ne se contente pas d'endommager la roue ; elle détruit également les faces d'étanchéité en raison de vibrations excessives causées par une usure irrégulière de la roue).
L'avantage du retrait arrière
Les coûts de main-d'œuvre liés à la maintenance et les temps d'arrêt de production sont étroitement liés. Nos séries CE et BPO (Back Pull Out) sont conçues spécifiquement pour isoler l'ensemble rotatif. Lors de l'inspection de la roue ou du remplacement d'un joint, la conception à extraction arrière permet à votre équipe de maintenance de retirer les éléments rotatifs sans perturber la tuyauterie d'aspiration et de refoulement.
Dans une usine de production en continu, réduire le temps de maintenance des pompes de 4 heures à 45 minutes permet d'économiser des sommes considérables en pertes de revenus de production.
Fatigué des défaillances fréquentes des joints mécaniques qui interrompent votre production ?
Nos pompes en acier inoxydable de la série CE sont dotées d'arbres surdimensionnés usinés avec précision pour éliminer la déviation et prolonger la durée de vie des joints.
Données réelles : Tableau comparatif du coût total de possession (TCO) sur 5 ans
Mettons cela en chiffres avec une comparaison de coûts sur 5 ans entre une pompe centrifuge économique et une pompe Chintan Engineers CE Series SS-316, toutes deux dimensionnées pour une application de 10 CV et 60 m de hauteur manométrique dans une usine de traitement chimique.
| Composante de coût (5 ans) | Pompe économique en acier inoxydable moulé | Pompe Chintan série CE SS |
| :— | :— | :— |
| Prix d'achat initial (CAPEX) | 55 000 ₹ | 75 000 ₹ |
| Coût de l'énergie (OPEX) (8 ₹/kWh, 18 000 heures) | 1 180 000 ₹ (efficacité moindre) | 1 074 000 ₹ (BEP optimisé) |
| Remplacement des joints mécaniques | 45 000 ₹ (4 remplacements) | 22 500 ₹ (2 remplacements) |
| Remplacement des roulements et main-d'œuvre | 18 000 ₹ | 8 000 ₹ |
| Impact estimé de l'indisponibilité | 80 000 ₹ (Système hors ligne plus longtemps) | 25 000 ₹ (Avantage du retrait arrière) |
| Coût total de possession (CTP) | 1 378 000 ₹ | 1 204 500 ₹ |
La réalité : Le responsable des achats qui a " économisé " 20 000 roupies sur l’achat initial a en réalité coûté cher à son entreprise. 1 73 500 ₹ en pertes opérationnelles sur cinq ans.
Contexte industriel : Où les pompes en acier inoxydable sont obligatoires
Durant ma carrière, j'ai intégré des milliers de pompes dans des systèmes complexes de gestion des fluides. Il est tout simplement impossible de dissocier la pompe du processus.
Produits laitiers et pharmaceutiques (Applications hygiéniques)
Si vous pompez du lait, de l'eau osmosée ou des intermédiaires pharmaceutiques, vous ne pouvez tolérer aucune imperfection microscopique susceptible de favoriser la prolifération bactérienne (c'est pourquoi les inspecteurs de la FDA sont si exigeants quant à l'état des surfaces). La construction en acier inoxydable laminé de nos pompes SS-304/SS-316 garantit une surface hygiénique conforme aux normes BIS et FDA. Pour des conseils détaillés sur le dimensionnement de ces systèmes, je vous recommande vivement de consulter nos recommandations techniques. Pompes en acier inoxydable pour l'industrie laitière : guide de dimensionnement et d'ingénierie.
Systèmes de dosage automatisés
Lors de la conception de circuits de distribution de liquides, la pompe doit fonctionner de concert avec des débitmètres de précision et des électrovannes. Si le débit de votre pompe diminue en raison d'une recirculation interne (causée par un jeu excessif des bagues d'usure), la précision de votre dosage s'en trouve affectée. Une pompe optimisée garantit une pression de ligne constante, essentielle à une mesure précise du débit. Si vous modernisez votre système d'automatisation, consultez notre documentation. Spécifications du système de dosage de liquides : Guide de l’ingénieur pour comprendre comment le choix de la pompe influe sur la précision du dosage.
Saviez-vous: Note rapide sur la viscosité : Les pompes centrifuges sont généralement plus adaptées aux fluides dont la viscosité est inférieure à 500 centipoises, mais les turbines de notre série CE sont conçues pour supporter des viscosités allant jusqu'à 1 500 centipoises moyennant un dimensionnement approprié du moteur. Au-delà de cette valeur, il est nécessaire d'utiliser des pompes volumétriques.
Directives d'installation et de maintenance pour un coût total de possession minimal
Soyons clairs : pour atteindre les coûts totaux de possession (TCO) indiqués dans le tableau ci-dessus, votre installation doit être irréprochable. J’ai vu des pompes pourtant parfaitement conçues détruites en six mois à cause de fondations mal réalisées.
- Rigidité de la plaque de base : Installez la pompe sur une fondation en béton massif dont le poids est au moins trois fois supérieur à celui de la pompe et du moteur réunis. Cela permettra d'absorber les vibrations.
- Alignement laser : Pour les pompes à arbre nu, ne vous fiez pas à une règle. Utilisez un alignement laser pour garantir la coaxialité parfaite des arbres du moteur et de la pompe. Un défaut d'alignement est la principale cause de défaillance prématurée des garnitures mécaniques.
- Tuyauterie d'aspiration : Assurez-vous que le diamètre du tuyau d'aspiration soit supérieur d'au moins une taille à celui de la buse de refoulement de la pompe (par exemple, si le refoulement est de 50 mm, l'aspiration devrait idéalement être de 65 mm). Maintenez le tuyau d'aspiration aussi droit et court que possible afin d'éviter la cavitation, qui endommage la roue en acier inoxydable et réduit considérablement le rendement hydraulique.
- Stabilité de la tension : Les réseaux électriques industriels indiens sont sujets à de fréquentes fluctuations. Bien que nos moteurs soient conçus pour fonctionner en triphasé de 380 V à 415 V, un fonctionnement continu à 380 V sous pleine charge augmente l'intensité du courant, ce qui élève la température des enroulements et réduit la durée de vie de l'isolation.
Avertissement: Ne jamais actionner la vanne d'aspiration. Pour contrôler le débit, il faut réduire l'ouverture de la vanne de refoulement ou utiliser un variateur de fréquence (VFD). La réduction de l'aspiration diminue la hauteur d'aspiration nette disponible (NPSHa), ce qui provoque immédiatement la cavitation.

Foire aux questions
Quels sont les principaux facteurs influençant le coût total de possession (TCO) des pompes industrielles ?
Les principaux facteurs sont la consommation d'énergie (généralement 70 à 851 TP3T du coût total), le prix d'achat initial (CAPEX), l'entretien courant (joints mécaniques, roulements, lubrification), les coûts d'installation et l'impact financier des temps d'arrêt non planifiés.
En quoi l'acier inoxydable laminé diffère-t-il de l'acier inoxydable moulé en termes d'efficacité de pompe ?
L'acier inoxydable laminé (utilisé dans notre série CE) présente une surface naturellement exempte de porosités et d'une grande finesse. Les matériaux moulés, quant à eux, présentent une rugosité microscopique. La surface lisse de l'acier inoxydable laminé réduit considérablement les frottements du fluide à l'intérieur de la volute, ce qui améliore le rendement hydraulique et diminue la consommation d'énergie tout au long de la durée de vie de la pompe.
Pourquoi les coûts d'entretien de ma pompe SS pour les garnitures mécaniques sont-ils si élevés ?
La défaillance prématurée d'une garniture mécanique est rarement due à un défaut de la garniture elle-même. Elle est généralement causée par une déformation de l'arbre (due à un fonctionnement trop éloigné du point de rendement optimal), une contrainte excessive sur la tuyauterie exerçant une traction sur le corps de pompe, la cavitation ou un fonctionnement à sec. L'utilisation d'arbres surdimensionnés et rigides, ainsi qu'un alignement correct, permettent de réduire considérablement ce coût.
Une pompe centrifuge peut-elle traiter des fluides à haute viscosité comme les sirops ?
Les pompes centrifuges standard perdent rapidement en efficacité lorsque la viscosité augmente. Cependant, notre série CE est conçue pour traiter des fluides jusqu'à 1 500 centipoises. Au-delà de ce seuil de viscosité, les pertes par frottement deviennent trop importantes et il est nécessaire d'utiliser une pompe volumétrique (comme une pompe à engrenages ou à lobes).
Que signifie le terme " conception à extraction arrière " ?
La conception à extraction arrière permet à l'équipe de maintenance de dévisser le support de palier et le moteur, puis d'extraire l'ensemble rotatif (roue, arbre, joint) par l'arrière de la pompe. Le corps de pompe reste boulonné aux tuyauteries d'aspiration et de refoulement, ce qui représente un gain de temps considérable et évite tout désalignement des canalisations.
Cessez de laisser des pompes inefficaces grever votre budget opérationnel.
Que vous ayez besoin de pompes SS à haut rendement pour une tour de refroidissement, une laiterie ou un système de transfert de produits chimiques, Chintan Engineers propose des solutions conçues pour un coût total de possession (TCO) minimal.
