















এই নিবন্ধে:
- “ওভারশুট”-এর পদার্থবিদ্যা এবং কেন আপনার ভালভগুলো তাল মেলাতে পারে না
- স্বয়ংক্রিয় ব্যাচিং সিস্টেমের ত্রুটি নির্ণয়: বিচ্যুতি বনাম পুনরাবৃত্তিযোগ্যতা
- ব্যাচিং কন্ট্রোলার ট্রাবলশুটিং: বৈদ্যুতিক ত্রুটিসমূহ
- আকার নির্ধারণ ও নির্বাচন নির্দেশিকা: প্রক্রিয়ার সাথে স্কিড মেলানো
- ভারতীয় শিল্প প্রেক্ষাপটে বাস্তব প্রয়োগ
- বিচ্যুতি রোধে স্থাপন ও রক্ষণাবেক্ষণমূলক পদক্ষেপ
- সচরাচর জিজ্ঞাস্য
- ব্যাচিং নির্ভুলতা সম্পর্কে চূড়ান্ত ভাবনা
- ২২ বছরের মাঠ পর্যায়ের তথ্যের ভিত্তিতে, আপনার কার্যক্রমের জন্য আমার সুপারিশ হলো:
প্রতি ২০ লিটারের লুব্রিকেন্টের বালতিতে ০.৫ লিটার অতিরিক্ত উৎপাদন আপনার এইচএমআই-তে একটি সামান্য গড় ভুলের মতো মনে হতে পারে। কিন্তু যদি আপনার লাইন দিনে ১,০০০ বালতি পূরণ করে, তাহলে এই “সামান্য ভুলের” কারণে প্রতিদিন ৫০০ লিটার তৈরি পণ্য নষ্ট হয়। প্রতি লিটার ১৫০ টাকা হিসাবে, আপনার প্ল্যান্টটি অবিলম্বিত মজুদের কারণে বছরে ২.২৫ কোটি টাকার লোকসান করছে। আপনি কি সত্যিই এটা উপেক্ষা করবেন?
আমি ভারতের দাহেজের আর্দ্র ও ক্ষয়কারী পরিবেশ থেকে শুরু করে সৌরাষ্ট্রের ধূলিময় জিআইডিসি এস্টেট পর্যন্ত বিভিন্ন স্থানে ২২ বছর ধরে প্রবাহ পরিমাপ ব্যবস্থার নকশা, সমন্বয় এবং ক্রমাঙ্কন করেছি। প্রকৌশলগত বাস্তবতাটি বেশ কঠিন: স্বয়ংক্রিয় ব্যাচিং সিস্টেমের ত্রুটি খুব কমই একটিমাত্র মারাত্মক ব্যর্থতা থেকে উদ্ভূত হয়। এগুলি প্রায় সবসময়ই পুঞ্জীভূত ভৌত বিলম্ব, বৈদ্যুতিক গোলযোগ এবং ক্ষয়প্রাপ্ত যান্ত্রিক সহনশীলতার ফল, যা ধীরে ধীরে আপনার আয়তনিক নির্ভুলতাকে নষ্ট করে দেয়।.
যদি আপনাকে লিকুইড ব্যাচিং সিস্টেমের সমস্যা সমাধানের দায়িত্ব দেওয়া হয়, তবে আন্দাজ করার কোনো সুযোগ নেই। আপনাকে কন্ট্রোলারের লজিক থেকে ফ্লুইডের কার্যপ্রণালীকে আলাদা করতে হবে। আমি বিস্তারিতভাবে ব্যাখ্যা করব কেন আপনার ব্যাচিং স্কিডগুলো সরে যায়, কেন ভালভগুলো সময়মতো বন্ধ হতে ব্যর্থ হয় এবং কীভাবে এই লিকুইড ডোজিং নির্ভুলতার সমস্যাগুলো চিরতরে সমাধান করা যায়।.
এই নিবন্ধে
- “ওভারশুট”-এর পদার্থবিদ্যা এবং কেন আপনার ভালভগুলো তাল মেলাতে পারে না
- স্বয়ংক্রিয় ব্যাচিং সিস্টেমের ত্রুটি নির্ণয়: বিচ্যুতি বনাম পুনরাবৃত্তিযোগ্যতা
- ব্যাচিং কন্ট্রোলার ট্রাবলশুটিং: বৈদ্যুতিক ত্রুটিসমূহ
- আকার নির্ধারণ ও নির্বাচন নির্দেশিকা: প্রক্রিয়ার সাথে স্কিড মেলানো
- ভারতীয় শিল্প প্রেক্ষাপটে বাস্তব প্রয়োগ
- বিচ্যুতি রোধে স্থাপন ও রক্ষণাবেক্ষণমূলক পদক্ষেপ
- সচরাচর জিজ্ঞাস্য
- ব্যাচিং নির্ভুলতা সম্পর্কে চূড়ান্ত ভাবনা
- ২২ বছরের মাঠ পর্যায়ের তথ্যের ভিত্তিতে, আপনার কার্যক্রমের জন্য আমার সুপারিশ হলো:
“ওভারশুট”-এর পদার্থবিদ্যা এবং কেন আপনার ভালভগুলো তাল মেলাতে পারে না
তরল ডোজের নির্ভুলতা সংক্রান্ত সমস্যা নিয়ে আমি সবচেয়ে বেশি যে অভিযোগটি শুনি, তা হলো ব্যাচ ওভারশুট। অপারেটর ২০০ লিটার ইনপুট দেন, কিন্তু সিস্টেম সরবরাহ করে ২০১.৫ লিটার।.
অনভিজ্ঞ টেকনিশিয়ানরা যখন সাথে সাথেই ফ্লো মিটারের ক্যালিব্রেশনকে দোষ দেয়, তখন আমার মেজাজটাই খারাপ হয়ে যায়। নব্বই শতাংশ ক্ষেত্রেই মিটারটি একদম ঠিক থাকে। আসল দোষী কে? সিস্টেমের জড়তা এবং ভালভ বন্ধ হতে দেরি হওয়া। পদার্থবিজ্ঞানকে ফাঁকি দেওয়া যায় না।.
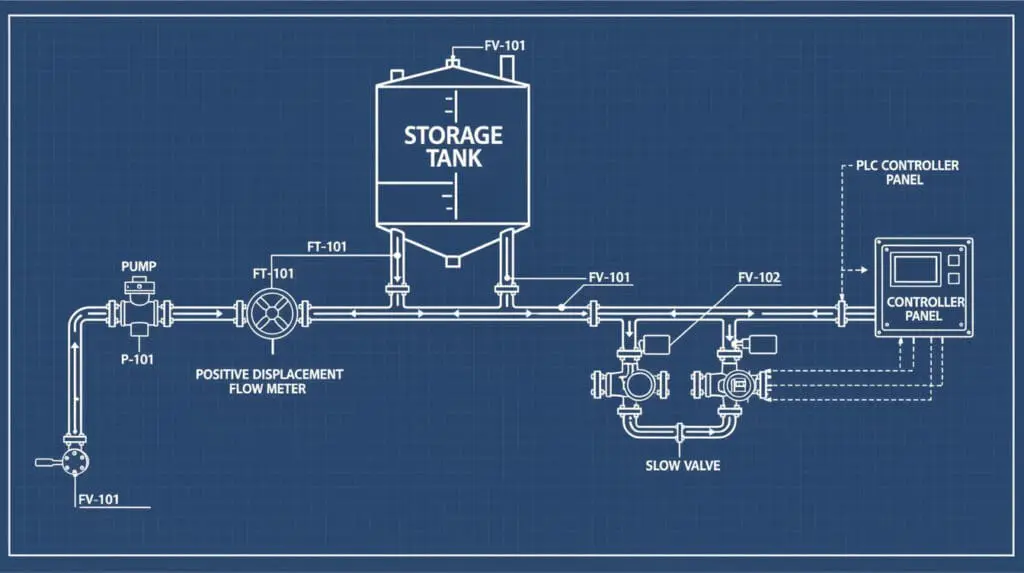
যখন একটি ২-ইঞ্চি পাইপের মধ্য দিয়ে প্রতি মিনিটে ১২০ লিটার হারে তরল প্রবাহিত হয়, তখন এটি বিপুল গতিশক্তি লাভ করে। যখন ব্যাচ কন্ট্রোলার লক্ষ্যমাত্রার আয়তনে পৌঁছায় এবং সোলেনয়েড ভালভকে বন্ধ করার জন্য একটি ২৪ ভোল্ট ডিসি সংকেত পাঠায়, তখন তিনটি স্বতন্ত্র বিলম্ব ঘটে:
- কন্ট্রোলার স্ক্যান সময়: পিএলসি বা প্রিসেট কন্ট্রোলারটি পালসটি প্রসেস করে আউটপুট ট্রিগার করতে ১০-৫০ মিলিসেকেন্ড সময় নেয়।.
- বৈদ্যুতিক রিলে বিলম্ব: সোলেনয়েড কয়েলটি সক্রিয় হতে আরও ২০-৪০ মিলিসেকেন্ড সময় লাগে।.
- যান্ত্রিক সক্রিয়করণ বিলম্ব: বায়ুচালিত একটি বল বা বাটারফ্লাই ভালভ খোলা অবস্থা থেকে বন্ধ অবস্থায় আসতে ২০০ থেকে ৫০০ মিলিসেকেন্ড সময় নেয়।.
ঐ সম্মিলিত ৩০০-৬০০ মিলিসেকেন্ড বিলম্বের সময় মিটারের মধ্য দিয়ে তরল প্রবাহিত হতে থাকে। প্রতি মিনিটে ১২০ লিটার (প্রতি সেকেন্ডে ২ লিটার) হারে, আধা সেকেন্ডের বিলম্বের ফলে ঠিক ১ লিটার অতিরিক্ত তরল বেরিয়ে যায়।.
ইঞ্জিনিয়ারিং সমাধান: দ্বৈত-পর্যায়ের ব্যাচিং
কাইনেটিক ওভারশুট দূর করতে, আমরা ডুয়াল-স্টেজের (দ্রুত/ধীর) ভালভ লজিক ব্যবহার করি। যখন আমি আমাদের CE-136 প্রিসেট ব্যাচিং সিস্টেমের মতো সরঞ্জাম চালু করি, তখন আমি কখনোই প্রবাহকে হঠাৎ করে বন্ধ হতে দিই না। এর পরিবর্তে, আমরা পর্যায়ক্রমে বন্ধ করার জন্য দুটি বৈদ্যুতিকভাবে সক্রিয় ভালভ (বা একটি একক ডুয়াল-স্টেজের ভালভ) ব্যবহার করি।.
ব্যাচটি ২০০ লিটার হলে:
- ০ থেকে ১৯০ লিটার: দ্রুত এবং ধীর উভয় ভালভই খোলা আছে। প্রবাহ সর্বোচ্চ ক্ষমতায় রয়েছে (যেমন, ১২০ লিটার/মিনিট)।.
- ১৯০ লিটারে (ভ্রমণের পূর্ববর্তী বিন্দু): কন্ট্রোলারটি দ্রুতগতির ভালভটি বন্ধ করে দেয়। ধীরগতির ভালভের মাধ্যমে প্রবাহকে কমিয়ে প্রতি মিনিটে ১৫ লিটারের একটি “ট্রিম” হারে আনা হয়।.
- ২০০ লিটারে: ধীরগতির ভালভটিকে বন্ধ করার নির্দেশ দেওয়া হয়। যেহেতু প্রবাহের হার এখন নগণ্য, তাই গতিশক্তি কার্যত বিলুপ্ত হয়ে গেছে। এই অর্ধ-সেকেন্ডের যান্ত্রিকভাবে বন্ধ হওয়ার বিলম্বের ফলে সম্ভবত ০.০৫ লিটারের একটি ওভারশুট ঘটে—যা লিগ্যাল মেট্রোলজি দ্বারা নির্ধারিত ±০.৫১TP3T সহনশীলতার সীমার মধ্যেই থাকে।.
সঠিক লিকুইড ব্যাচিং সিস্টেম বেছে নিতে সাহায্য প্রয়োজন?
আমাদের প্রকৌশলীরা আপনার পরিচালনগত প্রয়োজন অনুযায়ী সঠিক কনফিগারেশনটি নির্ধারণ করে দিতে পারেন।.
স্বয়ংক্রিয় ব্যাচিং সিস্টেমের ত্রুটি নির্ণয়: বিচ্যুতি বনাম পুনরাবৃত্তিযোগ্যতা
যখন কোনো প্ল্যান্ট ইঞ্জিনিয়ার তরল ডোজ সংক্রান্ত সমস্যা নিয়ে আমাকে ফোন করেন, আমার প্রথম অনুরোধই থাকে গত ৫০টি সাইকেলের ব্যাচ লগগুলো বের করতে। কেন? কারণ এর মধ্যে বিশাল পার্থক্য রয়েছে। নির্ভুলতা এবং পুনরাবৃত্তিযোগ্যতা.
যদি ব্যাচগুলো 202L, 202.1L, 201.9L, এবং 202L হয়, তবে সিস্টেমটির পুনরাবৃত্তিযোগ্যতা চমৎকার কিন্তু নির্ভুলতা দুর্বল। এটি HMI-তে একটি সাধারণ K-ফ্যাক্টর স্কেলিং সমস্যা অথবা একটি ক্যালিব্রেশন অফসেট। যা সহজেই সমাধানযোগ্য।.
যদি ব্যাচগুলো 196L, 205L, 192L, এবং 208L হয়, তাহলে আপনার একটি পুনরাবৃত্তিগত ত্রুটি রয়েছে। আমার অভিজ্ঞতায়, অনিয়মিত পুনরাবৃত্তিগত ত্রুটি তিনটি স্বতন্ত্র যান্ত্রিক ব্যর্থতার দিকে নির্দেশ করে:
- মিশ্রিত বায়ু: পজিটিভ ডিসপ্লেসমেন্ট (পিডি) মিটার আয়তন পরিমাপ করে। এটি এক লিটার তরল এবং এক লিটার বাতাসের মধ্যে পার্থক্য করতে পারে না। যদি আপনার পাম্প একটি ঘূর্ণায়মান সাকশন ট্যাঙ্ক থেকে বাতাস টেনে নেয়, তাহলে মিটারটি দ্রুত ঘুরতে থাকবে এবং ভুল আয়তন দেখাবে।. সমাধান: OIML R117 নির্দেশিকা অনুযায়ী মিটারের উজানে একটি এয়ার এলিমিনেটর স্থাপন করুন। আমি দেখেছি, খারাপ সাকশন লাইনের কারণে একেবারে ভালো মিটারও বাতিল করে দেওয়া হয়েছে।.
- টারবাইন মিটারে সান্দ্রতার পরিবর্তন: আমি যথেষ্ট টারবাইন মিটার ক্যালিব্রেট করেছি, তাই আমি জানি যে এগুলো সান্দ্র জ্বালানি বা পরিবর্তনশীল তাপমাত্রার কাছাকাছি রাখা উচিত নয়। যদি লুব অয়েলের তাপমাত্রা রাতারাতি ৪০°C থেকে ২০°C-এ নেমে আসে, তাহলে একটি টারবাইন রোটরের স্লিপ ফ্যাক্টর মারাত্মকভাবে পরিবর্তিত হয়। আপনি যদি ১০ mPa·s-এর বেশি স্লিপ ফ্যাক্টরের কোনো কিছু ব্যাচিং করেন, তাহলে ওই টারবাইনটি বদলে আমাদের CE-110 বা CE-111-এর মতো একটি উপযুক্ত PD মিটার ব্যবহার করুন।.
- যান্ত্রিক ক্ষয়: বছরের পর বছর ব্যবহারের ফলে, ক্ষয়কারী কণা পিডি মিটারের রোটরগুলোকে ক্ষয় করে ফেলে, যার ফলে গিয়ার এবং পরিমাপক চেম্বারের মধ্যেকার ফাঁক বেড়ে যায়। তরল অপরিমাপযোগ্য অবস্থায় গিয়ারের পাশ দিয়ে পিছলে যায়, যার কারণে সিস্টেমটি আয়তন কম দেখায় (এবং ফলস্বরূপ প্রয়োজনের চেয়ে বেশি তরল বেরিয়ে আসে)।.
ব্যাচিং কন্ট্রোলার ট্রাবলশুটিং: বৈদ্যুতিক ত্রুটিসমূহ
ভারতীয় শিল্প পরিবেশে এমন কিছু স্বতন্ত্র বৈদ্যুতিক চ্যালেঞ্জ রয়েছে, যা সাধারণ ইউরোপীয় বা আমেরিকান যন্ত্রপাতির ম্যানুয়ালগুলোতে সম্পূর্ণ উপেক্ষা করা হয়। একটি ব্যাচিং কন্ট্রোলারের সমস্যা সমাধান করার সময়, আপনাকে অবশ্যই পাওয়ার কোয়ালিটির দিকে নজর দিতে হবে।.
অনেক জিআইডিসি এস্টেটে দেখা যায়, পার্শ্ববর্তী ইন্ডাকশন ফার্নেসের লোডের ওপর নির্ভর করে ২৩০ ভোল্টের এসি লাইন ১৯০ ভোল্ট থেকে ২৫০ ভোল্টের মধ্যে ব্যাপকভাবে ওঠানামা করে। যখন ভোল্টেজ কমে ১৯০ ভোল্টে নেমে আসে, তখন এসি সোলেনয়েড কয়েল দ্বারা উৎপন্ন চৌম্বক ক্ষেত্র দুর্বল হয়ে পড়ে। যে ভালভটি সাধারণত বন্ধ হতে ২০০ মিলিসেকেন্ড সময় নেয়, সেটি হঠাৎ করে ৬০০ মিলিসেকেন্ড সময় নিতে পারে, যার ফলে অনিয়মিত ও থেমে থেমে ভোল্টেজ বেড়ে যায় এবং রক্ষণাবেক্ষণকারী দল হতবাক হয়ে পড়ে।.
শিল্ডিং এবং সিগন্যাল নয়েজ:
ব্যাচ কন্ট্রোলারগুলো ফ্লো মিটারের ম্যাগনেটিক পিকআপ বা হল এফেক্ট সেন্সর থেকে আসা উচ্চ-গতির পালস ইনপুটের উপর নির্ভর করে। যদি কোনো ইলেকট্রিক্যাল কন্ট্রাক্টর ট্রান্সফার পাম্পের ৪১৫ ভোল্টের ভিএফডি পাওয়ার ক্যাবলের সাথে একই ক্যাবল ট্রে-তে ২৪ ভোল্টের কম ভোল্টেজের পালস ক্যাবল চালাত, তাহলে আমি ধনী হয়ে যেতাম। এর ফলে ইলেক্ট্রোম্যাগনেটিক ইন্টারফেয়ারেন্স (ইএমআই) নিশ্চিত হয়। কন্ট্রোলারটি ভিএফডি-র নয়েজ থেকে “ফ্যান্টম পালস” গ্রহণ করে, যার ফলে ভালভ বন্ধ থাকা সত্ত্বেও ফ্লো রেজিস্টার হয়, অথবা ব্যাচ প্রক্রিয়া সময়ের আগেই বন্ধ হয়ে যায়।.
মাঠের নিয়ম: পালস সিগন্যালের জন্য সর্বদা শিল্ডেড টুইস্টেড পেয়ার (STP) ক্যাবল ব্যবহার করুন, গ্রাউন্ড লুপ প্রতিরোধ করতে শুধুমাত্র কন্ট্রোলার প্রান্তের শিল্ডটি গ্রাউন্ড করুন এবং উচ্চ-ভোল্টেজ এসি লাইন থেকে ন্যূনতম ৩০০ মিমি দূরত্ব বজায় রাখুন।.

সঠিক লিকুইড ব্যাচিং সিস্টেম বেছে নিতে সাহায্য প্রয়োজন?
আমাদের প্রকৌশলীরা আপনার পরিচালনগত প্রয়োজন অনুযায়ী সঠিক কনফিগারেশনটি নির্ধারণ করে দিতে পারেন।.
আকার নির্ধারণ ও নির্বাচন নির্দেশিকা: প্রক্রিয়ার সাথে স্কিড মেলানো
যদি আপনি একটি বিকল ব্যাচিং স্কিডকে রেট্রোফিট করেন, তবে আপনাকে এর গঠনপ্রণালীকে ফ্লুইডের সাথে মেলাতে হবে। ±0.5% থেকে ±0.2%-এর সেই কঠোর আইনি মেট্রোলজি লক্ষ্যমাত্রাগুলো অর্জন করার জন্য আমি সাধারণত যা সুপারিশ করি তা নিচে দেওয়া হলো:
হেভি ডিউটি ফুয়েল ব্যাচিং-এর জন্য (ডিপো এবং জেনসেট OEM):
- সিস্টেম: হেভি ডিউটি প্রিসেট ডিসপেনসার
- স্পেসিফিকেশন: ৫০-২০০ লিটার/মিনিট প্রবাহ হার, ±০.৫১TP3T নির্ভুলতা, এসি ২২০ ভোল্ট বিদ্যুৎ।.
- কনফিগারেশন: ৯৯৯৯ লিটার পর্যন্ত আয়তন এবং পরিমাণের প্রিসেট ব্যবহার করে। দ্রুত গতিতে ব্যারেল ভর্তি করার জন্য আদর্শ, যেখানে ডিজেলের সান্দ্রতা তুলনামূলকভাবে স্থিতিশীল থাকে।.
উচ্চ সান্দ্রতার লুব্রিকেন্ট এবং রাসায়নিক ডোজের জন্য:
- মিটার: CE-118 তেল প্রবাহ মিটার
- স্পেসিফিকেশন: ২০-১২০ এলপিএম, ±০.৫১টিপি৩টি নির্ভুলতা, সর্বোচ্চ চাপ ৩.৪ মেগাপ্যাসকেল (৩৪ বার)।.
- কনফিগারেশন: যেহেতু CE-118 একটি পজিটিভ ডিসপ্লেসমেন্ট মিটার, তাই এর আয়তনিক নির্ভুলতা সান্দ্রতার পরিবর্তনের ওপর নির্ভরশীল নয়। বৈদ্যুতিক ভালভ অ্যাকচুয়েশন নির্বিঘ্নে পরিচালনা করার জন্য আমরা এটিকে CE-136 প্রিসেট ব্যাচিং সিস্টেমের সাথে যুক্ত করি।.
নির্ভুলভাবে রিয়্যাক্টর পাত্র পূরণের জন্য:
- সিস্টেম: সিই-১৩৬ প্রিসেট ব্যাচিং সিস্টেম
- স্পেসিফিকেশন: এতে স্বয়ংক্রিয় কাটঅফ সহ একটি শক্তিশালী প্রিসেট ডিসপেনসিং কন্ট্রোলার অন্তর্ভুক্ত রয়েছে।.
- কনফিগারেশন: যেসব রাসায়নিক রিঅ্যাক্টরে স্টোইকিওমেট্রির জন্য সঠিক ভর/আয়তনের ভারসাম্য প্রয়োজন, সেখানে বায়ুচালিত দ্রুত/ধীর ট্রিম ভালভ সহ সমন্বিত CE-136 নিশ্চিত করে যে ওভারশুটের কারণে আপনার কোনো ব্যাচ নষ্ট হবে না।.
ভারতীয় শিল্প প্রেক্ষাপটে বাস্তব প্রয়োগ
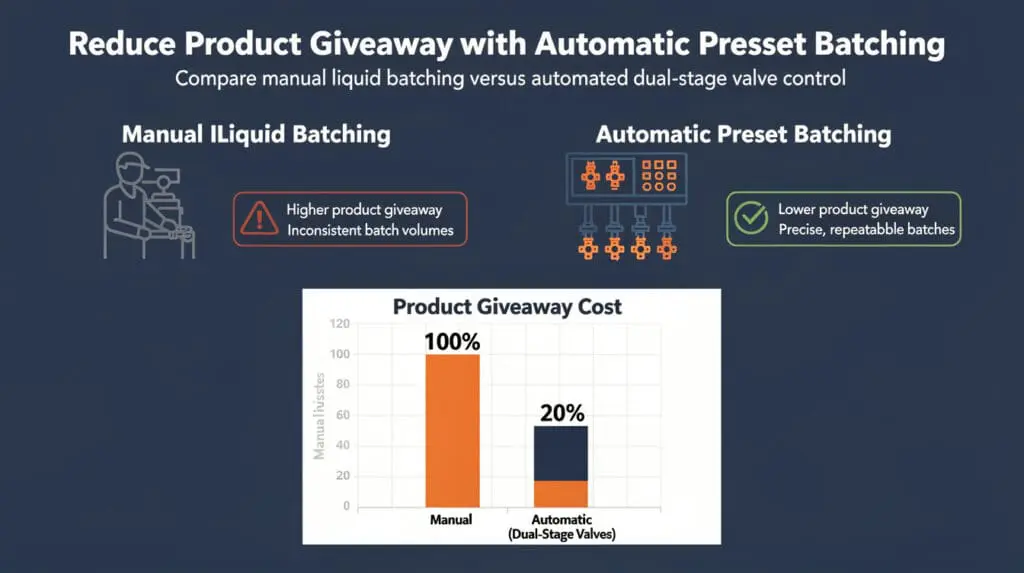
গত বছর সিলভাসায় আমি যে লুব অয়েল ব্লেন্ডিং প্ল্যান্টটি পরিদর্শন করেছিলাম, সেটির কথাই ধরুন। তারা একটি সাধারণ ফ্লো মিটার এবং একটি ম্যানুয়াল গেট ভালভ ব্যবহার করে হাতে করে একটি মিক্সিং ট্যাঙ্কে বেস অয়েল ঢালছিল। অপারেটরকে মেকানিক্যাল রেজিস্টারটির দিকে নজর রাখতে হচ্ছিল এবং যখন পরিমাণটা ৫,০০০ লিটারের কাছাকাছি পৌঁছাচ্ছিল, তখন ভারী ভালভ হুইলটি হাতে ঘুরিয়ে বন্ধ করে দিতে হচ্ছিল।.
মানুষের প্রতিক্রিয়া সময় ভিন্ন ভিন্ন হয়। কখনও তারা ১৫ লিটার, কখনও ৪০ লিটার বেশি দিয়ে ফেলত। এর ফলে তাদের সংযোজনীর অনুপাত নষ্ট হয়ে যেত, যার পরিণতিতে ল্যাব টেস্টগুলো ব্যর্থ হতো এবং ব্যয়বহুল পুনঃকাজের প্রয়োজন পড়ত।.
আমরা ম্যানুয়াল লাইনটি সরিয়ে দিয়ে একটি কাস্টমাইজড CE-136-DISP প্রিসেট ডিসপেনসিং সিস্টেম ইনস্টল করেছি, যেটিতে একটি CE-110 PD মিটার এবং ডুয়াল-স্টেজের নিউম্যাটিক ভালভ রয়েছে। আমরা পিএলসি লজিকটি এমনভাবে কনফিগার করেছি যাতে ৪,৮৫০ লিটারে ফাস্ট ভালভ এবং ঠিক ৫,০০০ লিটারে স্লো ভালভটি চালু হয়।.
এর ফল কী? ব্যাচের তারতম্য ±৩০ লিটার থেকে কমে ±১.৫ লিটারে নেমে এসেছে। তারা সাশ্রয় করা বেস অয়েলের মাধ্যমে তাদের মূলধনী বিনিয়োগ তুলে নিয়েছে এবং ৪২ দিনের মধ্যে পুনরায় কাজ করার প্রয়োজনীয়তা দূর করেছে। আপনি যদি এই আপগ্রেডগুলোর আর্থিক যৌক্তিকতা সম্পর্কে আরও বিস্তারিত জানতে চান, তাহলে আমাদের বিশ্লেষণটি পর্যালোচনা করুন। ডিজেল ফ্লো মিটারের TCO এবং ROI: নির্ভুলতা হ্রাস, চুরি হ্রাস, এবং পেব্যাক ক্যালকুলেটর.
বিচ্যুতি রোধে স্থাপন ও রক্ষণাবেক্ষণমূলক পদক্ষেপ
আপনি বিশ্বের সবচেয়ে অত্যাধুনিক ব্যাচিং পিএলসি কিনতে পারেন, কিন্তু এটি একটি ত্রুটিপূর্ণ পাইপলাইনযুক্ত মেকানিক্যাল স্কিডের অভাব পূরণ করতে পারবে না। দীর্ঘমেয়াদী স্থিতিশীলতার জন্য সঠিক স্থাপন অত্যন্ত গুরুত্বপূর্ণ।.
১. উৎসস্থলের পরিস্রাবণ অপরিহার্য।
ওয়েল্ডিং স্ল্যাগ, পাইপ স্কেল এবং পুরোনো স্টোরেজ ট্যাঙ্কের মরিচা একটি পজিটিভ ডিসপ্লেসমেন্ট মিটারের রোটর নষ্ট করে দেয়। ব্যাচিং মিটারের ঠিক উজানে একটি ১০০-মেশ (১৫০ মাইক্রন) ওয়াই-স্ট্রেইনার অবশ্যই লাগাতে হবে। যদি আপনি ৫,০০০ টাকা বাঁচাতে এটি না করেন, তাহলে এক সপ্তাহের মধ্যেই ৮০,০০০ টাকার একটি মিটার নষ্ট করে ফেলবেন। আমি নিজে এই ঘটনা অগণিতবার ঘটতে দেখেছি।.
২. ব্যাকপ্রেশার রক্ষণাবেক্ষণ
ব্যাচিং সিস্টেমে পরিমাপক চেম্বারের ভিতরে তরলের ফ্ল্যাশিং বা ক্যাভিটেশন প্রতিরোধ করার জন্য স্থির ব্যাকপ্রেশার প্রয়োজন, বিশেষ করে উদ্বায়ী রাসায়নিক বা উচ্চ-তাপমাত্রার তরলের ক্ষেত্রে। মিটারের ডাউনস্ট্রিমে একটি ব্যাকপ্রেশার ভালভ বা একটি সাধারণ রাইজার পাইপ ইনস্টল করা নিশ্চিত করুন।.
৩. নিয়মিত প্রমাণ ও ক্রমাঙ্কন
IS 14883 নির্দেশিকা অনুসারে, কাস্টডি ট্রান্সফার বা গুরুত্বপূর্ণ রেসিপির জন্য ব্যবহৃত ব্যাচিং মিটার অবশ্যই পর্যায়ক্রমে প্রুভ করতে হবে। বার্ষিক লিগ্যাল মেট্রোলজি পরিদর্শনের জন্য অপেক্ষা করবেন না। প্ল্যান্ট ইঞ্জিনিয়ারদের প্রতি ত্রৈমাসিকে K-ফ্যাক্টর যাচাই করার জন্য একটি সার্টিফাইড ভলিউমেট্রিক প্রুভিং ক্যান (যেমন, একটি ২০০ লিটারের স্ট্যান্ডার্ড মেজার) ব্যবহার করা উচিত।.
পাইপিং লেআউট সম্পর্কে আরও বিস্তারিত জানতে আমাদের দেখুন লিকুইড ব্যাচিং সিস্টেম ইনস্টলেশন গাইড.
সচরাচর জিজ্ঞাস্য
আমার স্বয়ংক্রিয় ব্যাচিং সিস্টেম কেন অনিয়মিতভাবে লক্ষ্যমাত্রা অতিক্রম করে?
অসঙ্গত ওভারশুট সাধারণত অ্যাকচুয়েশন ভালভগুলিতে বায়ুচাপের ওঠানামা, অথবা ভোল্টেজ ড্রপের কারণে সোলেনয়েড বন্ধ হওয়ার সময় প্রভাবিত হওয়ার ফলে ঘটে থাকে। যদি প্ল্যান্টের অন্যান্য মেশিন চালু হওয়ার সময় বায়ুচাপ ৬ বার থেকে ৪ বারে নেমে আসে, তাহলে আপনার ভালভটি ধীরে বন্ধ হবে, যা অপ্রত্যাশিতভাবে ওভারশুটের পরিমাণ বাড়িয়ে দেবে।.
তাপমাত্রার কারণে তরলের সান্দ্রতা পরিবর্তিত হলে তরল ডোজের নির্ভুলতার সমস্যা কীভাবে সমাধান করব?
বিভিন্ন সান্দ্রতার জন্য টারবাইন মিটার ব্যবহার করা বন্ধ করুন। CE-118-এর মতো একটি পজিটিভ ডিসপ্লেসমেন্ট (PD) ফ্লো মিটারে আপগ্রেড করুন। PD মিটার ১৫°C তাপমাত্রায় তরলের একটি নির্দিষ্ট ভৌত আয়তনকে পৃথক করে, তা পেট্রোলের মতো পাতলা হোক বা গিয়ার অয়েলের মতো ঘন হোক।.
পালস লস সম্পর্কিত ব্যাচিং কন্ট্রোলার ত্রুটিগুলো সমাধান করার সর্বোত্তম উপায় কী?
আপনার কেবলের শিল্ডিং দিয়ে শুরু করুন। নিশ্চিত করুন যে এটি একটি টুইস্টেড পেয়ার কেবল যা শুধুমাত্র কন্ট্রোলার প্রান্তে গ্রাউন্ড করা আছে। এরপর, ম্যাগনেটিক পিকআপ সেন্সর এবং মিটার গিয়ারের মধ্যেকার ফাঁক যাচাই করুন; যান্ত্রিক কম্পনের কারণে সময়ের সাথে সাথে সেন্সরটি বেঁকে যেতে পারে, যার ফলে একটি দুর্বল সংকেত তৈরি হয় যা কম প্রবাহের হারে কন্ট্রোলার ধরতে পারে না।.
আমি কি একটি ম্যানুয়াল সিস্টেমকে স্বয়ংক্রিয় লিকুইড ব্যাচিং সিস্টেমে আপগ্রেড করতে পারি?
অবশ্যই। আপনি আপনার বিদ্যমান পাম্প এবং পাইপিং অপরিবর্তিত রাখতে পারেন। আমরা শুধু একটি CE-136 প্রিসেট কন্ট্রোলার ইনস্টল করি, ম্যানুয়াল গেট ভালভগুলোর পরিবর্তে নিউম্যাটিক্যালি অ্যাকচুয়েটেড সোলেনয়েড ভালভ স্থাপন করি এবং একটি পালস-আউটপুট ফ্লো মিটার সংযুক্ত করে সঠিক ব্যাচ কাটঅফকে সম্পূর্ণরূপে স্বয়ংক্রিয় করে তুলি।.
একটি প্রিসেট ব্যাচিং সিস্টেম কত ঘন ঘন ক্যালিব্রেট করা উচিত?
ভারী শিল্প ব্যবহারের ক্ষেত্রে (দিনে ৮ ঘণ্টার বেশি চলার জন্য), আমি প্রতি ৩ থেকে ৬ মাস অন্তর একটি সার্টিফাইড ভলিউমেট্রিক মাস্টারের সাথে মিটারটি যাচাই করে নেওয়ার পরামর্শ দিই। যদি আপনি ক্ষয়কারী তরল প্রক্রিয়াজাত করেন, তবে ±0.5% নির্ভুলতা বজায় রাখার জন্য যান্ত্রিক ক্ষয়ের কারণে আরও ঘন ঘন K-ফ্যাক্টর সমন্বয় করার প্রয়োজন হবে।.
ব্যাচিং নির্ভুলতা সম্পর্কে চূড়ান্ত ভাবনা
আপনার লিকুইড ব্যাচিং সিস্টেমের সমস্যা সমাধান করা কোনো জাদু নয়; এটি বাদ দেওয়ার একটি পদ্ধতিগত প্রক্রিয়া। আপনাকে হাইড্রোলিক ঘটনা (গতিশক্তি, মিশ্রিত বায়ু, সান্দ্রতার পরিবর্তন) থেকে বৈদ্যুতিক অসঙ্গতি (ভোল্টেজ ড্রপ, ইএমআই নয়েজ, স্ক্যান টাইম ডিলে) আলাদা করতে হবে।.
কাইনেটিক ওভারশুট দূর করতে ডুয়াল-স্টেজের ভালভ লজিক প্রয়োগ করে, সান্দ্রতার পরিবর্তন উপেক্ষা করতে পজিটিভ ডিসপ্লেসমেন্ট মিটার ব্যবহার করে, এবং নিখুঁত পালস ট্রান্সমিশন নিশ্চিত করতে সিগন্যাল ক্যাবলগুলোকে বিচ্ছিন্ন করার মাধ্যমে, আপনি আপনার ব্যাচিং নির্ভুলতাকে আধুনিক শিল্প প্রক্রিয়ার জন্য প্রয়োজনীয় কঠোর ±0.5% বা ±0.2% মানে ফিরিয়ে আনতে পারেন।.
২২ বছরের মাঠ পর্যায়ের তথ্যের ভিত্তিতে, আপনার কার্যক্রমের জন্য আমার সুপারিশ হলো:
আপনার প্ল্যান্ট যদি অনিয়মিত ড্রাম ফিলিং, রাসায়নিক ডোজিং, বা রিয়্যাক্টর ব্যাচিং নিয়ে সমস্যায় পড়ে, তবে ম্যানুয়াল ভালভ এবং সিঙ্গেল-স্টেজ অটোমেশন নিয়ে আর লড়াই করবেন না। আমি দৃঢ়ভাবে আপগ্রেড করার সুপারিশ করছি। সিই-১৩৬ প্রিসেট ব্যাচিং সিস্টেম এর সাথে যুক্ত CE-118 তেল প্রবাহ মিটার.
এই সুনির্দিষ্ট স্থাপত্যটি ওভারশুটকে ভৌতভাবে নির্মূল করার জন্য বৈদ্যুতিকভাবে চালিত দ্বি-স্তরীয় নিয়ন্ত্রণ ব্যবস্থা ব্যবহার করে, অপরদিকে CE-118-এর পজিটিভ ডিসপ্লেসমেন্ট ডিজাইন পারিপার্শ্বিক তাপমাত্রা বা সান্দ্রতার পরিবর্তন নির্বিশেষে ±0.5% আয়তনিক নির্ভুলতার নিশ্চয়তা দেয়।.
আপনার ফ্লুইড স্পেসিফিকেশন, ব্যাচ ভলিউম এবং অটোমেশন লক্ষ্যমাত্রা সহ চিন্তন ইঞ্জিনিয়ার্স-এ একটি ব্যাচিং পরামর্শের জন্য অনুরোধ করুন, এবং আমার দল এমন একটি স্কিড ডিজাইন করবে যা প্রতিবারই সঠিক পরিমাণে ফ্লুইড সরবরাহ করবে।.
এই নিবন্ধে উল্লেখিত পণ্যসমূহ:
- তরল ব্যাচিং সিস্টেম সম্পূর্ণ স্পেসিফিকেশন দেখুন এবং মূল্য জানতে অনুরোধ করুন
আপনার প্রয়োজনীয়তা নিয়ে আলোচনা করতে প্রস্তুত?
আপনার নির্দিষ্ট বিবরণসহ আমাদের প্রকৌশল দলের সাথে যোগাযোগ করুন। আমরা একটি বিস্তারিত কনফিগারেশন সুপারিশ প্রদান করব।.
