















В этой статье:
- Физика “перерегулирования” и почему ваши клапаны не справляются.
- Диагностика ошибок в системах автоматической пакетной обработки: дрейф против воспроизводимости.
- Поиск и устранение неисправностей контроллера пакетной обработки: электрические причины.
- Руководство по выбору и подбору размеров: соответствие установки технологическому процессу.
- Практическое применение в индийской промышленности
- Монтаж и техническое обслуживание для предотвращения смещения.
- Часто задаваемые вопросы
- Заключительные мысли о точности пакетной обработки
- Основываясь на 22-летнем опыте полевых исследований, я предлагаю вам следующую рекомендацию:
Небольшой избыток в 0,5 литра на каждую 20-литровую емкость со смазочным материалом может показаться незначительной погрешностью округления на вашем HMI-интерфейсе. Но если ваша линия наполняет 1000 емкостей в день, эта “незначительная погрешность” приводит к потере 500 литров готовой продукции ежедневно. При цене 150 рупий за литр ваше предприятие теряет 2,25 крор рупий в год из-за неоплаченных запасов. Неужели вы действительно собираетесь игнорировать это?
Я посвятил 22 года проектированию, настройке и калибровке систем измерения расхода по всей Индии, от влажных, коррозионных сред Дахеджа до пыльных промышленных зон Саураштры. Инженерная реальность проста: ошибки в автоматических системах дозирования редко возникают из-за одной катастрофической поломки. Они почти всегда являются результатом совокупности физических задержек, электрических помех и износа механических допусков, которые постепенно ухудшают точность измерения объема.
Если вам поручено устранение неполадок в системах дозирования жидкостей, вы не можете позволить себе гадать. Вам необходимо отделить механику жидкости от логики контроллера. Я подробно разберу, почему ваши дозирующие установки отклоняются от заданного диапазона, почему клапаны не закрываются вовремя и как раз и навсегда устранить эти проблемы с точностью дозирования жидкостей.
Физика “перерегулирования” и почему ваши клапаны не справляются.
Наиболее частая жалоба, которую я слышу по поводу проблем с точностью дозирования жидкостей, — это переизбыток партии. Оператор вводит 200 л, а система выдает 201,5 л.
Меня ужасно раздражает, когда неопытные техники сразу же винят калибровку расходомера. В 90% случаев расходомер работает исправно. В чём же настоящая причина? Инерция системы и задержка закрытия клапана. Законы физики не обманешь.
Когда жидкость движется по трубе диаметром 2 дюйма со скоростью 120 л/мин, она обладает огромной кинетической энергией. Когда контроллер дозирования достигает целевого объема и посылает сигнал постоянного тока 24 В на электромагнитный клапан для его закрытия, возникают три отчетливые задержки:
- Время сканирования контроллера: Для обработки импульса и запуска выходного сигнала ПЛК или контроллеру предварительной настройки требуется от 10 до 50 миллисекунд.
- Задержка срабатывания электрического реле: Для активации соленоидной катушки требуется еще 20-40 миллисекунд.
- Задержка механического срабатывания: Пневматически управляемый шаровой или поворотный клапан совершает физический ход от открытого положения до закрытого в течение 200–500 миллисекунд.
В течение этой общей задержки в 300-600 миллисекунд жидкость продолжает протекать через расходомер. При скорости 120 л/мин (2 л/сек) задержка в полсекунды приводит к перерасходу ровно 1 литра.
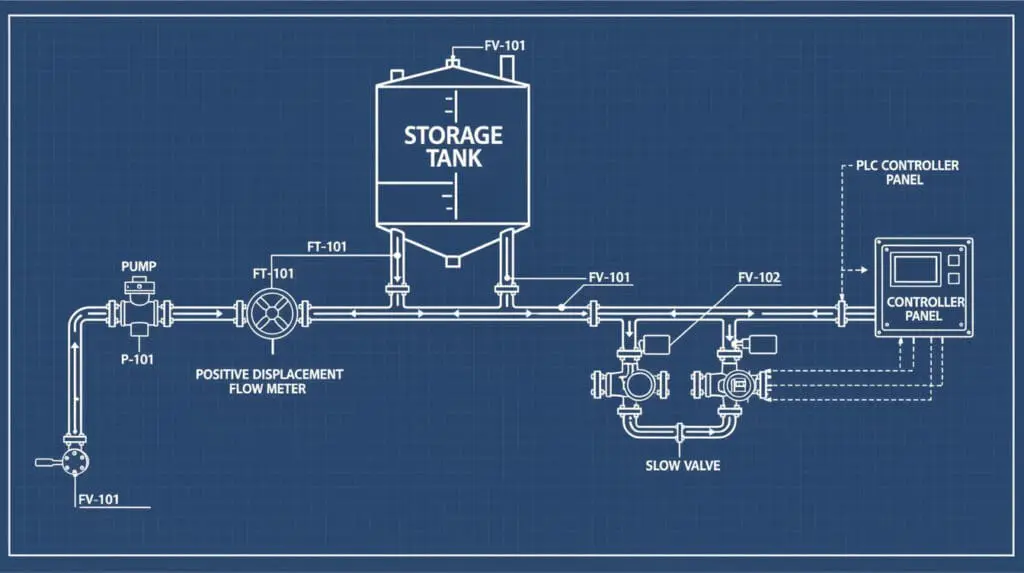
Инженерное решение: двухступенчатая пакетная обработка.
Для устранения кинетического перерегулирования мы используем двухступенчатую (быструю/медленную) логику работы клапанов. При вводе в эксплуатацию такого оборудования, как наша система дозирования CE-136 с предварительной настройкой, я никогда не допускаю резкого прекращения потока. Вместо этого мы используем два клапана с электрическим приводом (или один двухступенчатый клапан) для поэтапного отключения.
Если объем партии составляет 200 л:
- от 0 до 190 л: Открыты как быстродействующий, так и медленнодействующий клапаны. Расход воды соответствует максимальной пропускной способности (например, 120 л/мин).
- На отметке 190 л (точка перед началом поездки): Контроллер отключает быстродействующий клапан. Расход воды снижается до “регулируемого” значения 15 л/мин через медленнодействующий клапан.
- При объеме 200 л: Клапан с медленным потоком получает команду на закрытие. Поскольку скорость потока теперь минимальна, кинетическая энергия практически исчезла. Задержка механического закрытия в полсекунды приводит к перерегулированию примерно на 0,05 л — что находится в пределах допуска ±0,5%, требуемого в соответствии с требованиями метрологии.
Нужна помощь в выборе подходящей системы дозирования жидкостей?
Наша инженерная команда может подобрать конфигурацию, точно соответствующую вашим эксплуатационным требованиям.
Диагностика ошибок в системах автоматической пакетной обработки: дрейф против воспроизводимости.
Когда инженер завода звонит мне по поводу проблем с дозированием жидкости, моя первая просьба всегда состоит в том, чтобы запросить журналы партий за последние 50 циклов. Почему? Потому что существует огромная разница между точность и повторяемость.
Если объемы партий составляют 202 л, 202,1 л, 201,9 л и 202 л, система демонстрирует отличную повторяемость, но низкую точность. Это простая проблема масштабирования K-фактора в человеко-машинном интерфейсе или смещение калибровки. Легко исправить.
Если объемы партий составляют 196 л, 205 л, 192 л и 208 л, значит, у вас наблюдается нарушение воспроизводимости. По моему опыту, нестабильная воспроизводимость указывает на три различных механических неисправности:
- Вовлечённый воздух: Объемные расходомеры измеряют объем. Они не могут отличить литр жидкости от литра воздуха. Если ваш насос забирает воздух из вихревого резервуара, расходомер будет быстро вращаться, показывая ложный объем. Решение: Установите воздухоотделитель перед счетчиком в соответствии с рекомендациями OIML R117. Я видел, как исправные счетчики выбрасывали из-за неисправной всасывающей линии.
- Изменения вязкости в турбинных расходомерах: Я откалибровал достаточно турбинных расходомеров, чтобы знать, что им не место вблизи вязких топлив или при изменяющихся температурах. Коэффициент скольжения ротора турбины резко меняется, если температура смазочного масла падает с 40°C до 20°C за ночь. Если вы работаете с давлением выше 10 мПа·с, замените турбинный расходомер на подходящий расходомер с поршневым движением, например, наш CE-110 или CE-111.
- Механический износ: За годы эксплуатации абразивные частицы изнашивают роторы дозирующего устройства, увеличивая зазор между шестернями и измерительной камерой. Жидкость “просачивается” мимо шестерен, оставаясь незамеченной, что приводит к занижению объема системой (и, как следствие, к физическому избытку доз).
Поиск и устранение неисправностей контроллера пакетной обработки: электрические причины.
Индийские промышленные условия создают уникальные проблемы с электроснабжением, которые полностью игнорируются в стандартных руководствах по эксплуатации европейского или американского оборудования. При устранении неисправностей контроллера дозирующего устройства необходимо обратить внимание на качество электроэнергии.
На многих объектах GIDC мы наблюдаем резкие колебания напряжения в линиях переменного тока 230 В между 190 В и 250 В в зависимости от нагрузки соседних индукционных печей. Когда напряжение падает до 190 В, магнитное поле, создаваемое катушками электромагнитных клапанов переменного тока, ослабевает. Клапан, который обычно закрывается за 200 мс, внезапно может закрыться за 600 мс, вызывая случайные, прерывистые перерегулирования, которые ставят ремонтные бригады в тупик.
Экранирование и помехи сигнала:
Контроллеры пакетного режима работы используют высокоскоростные импульсные сигналы от магнитного датчика расходомера или датчика Холла. Если бы мне платили по рупии за каждый раз, когда электрик прокладывает низковольтные импульсные кабели 24 В в том же кабельном лотке, что и силовые кабели 415 В для частотно-регулируемых приводов (ЧРП) перекачивающих насосов, я был бы богатым человеком. Это гарантирует электромагнитные помехи (ЭМП). Контроллер будет улавливать “фантомные импульсы” от шума ЧРП, регистрируя поток при закрытом клапане или вызывая преждевременное прекращение пакетного режима работы.
Правило поля: Для импульсных сигналов всегда используйте экранированные кабели витой пары (STP), заземляйте экран ТОЛЬКО со стороны контроллера, чтобы предотвратить контуры заземления, и соблюдайте минимальное расстояние 300 мм от высоковольтных линий переменного тока.

Нужна помощь в выборе подходящей системы дозирования жидкостей?
Наша инженерная команда может подобрать конфигурацию, точно соответствующую вашим эксплуатационным требованиям.
Руководство по выбору и подбору размеров: соответствие установки технологическому процессу.
При модернизации неисправной дозирующей установки необходимо подобрать ее архитектуру в соответствии с используемой жидкостью. Вот что я обычно рекомендую для достижения строгих метрологических показателей ±0,5% до ±0,2%:
Для дозирования топлива в тяжелых условиях (на складах и у производителей генераторных установок):
- Система: Мощный дозатор с предустановленными параметрами
- Технические характеристики: Расход 50-200 л/мин, точность ±0,5%, питание от сети переменного тока 220 В.
- Конфигурация: Использует предустановленные значения объема и количества до 9999 л. Идеально подходит для высокоскоростного наполнения бочек, где вязкость дизельного топлива остается относительно стабильной.
Для дозирования высоковязких смазочных материалов и химических веществ:
- Измерительный прибор: Расходомер масла CE-118
- Технические характеристики: 20-120 л/мин, точность ±0,5%, максимальное давление 3,4 МПа (34 бар).
- Конфигурация: Поскольку CE-118 — это объемный расходомер, его объемная точность остается независимой от изменений вязкости. В сочетании с системой предварительной настройки дозирования CE-136 он обеспечивает бесперебойную работу электрического привода клапана.
Для точного заполнения реакторных емкостей:
- Система: Система дозирования CE-136 с предварительной настройкой
- Технические характеристики: Включает в себя надежный контроллер дозирования с предустановленными параметрами и автоматическим отключением.
- Конфигурация: При заполнении химических реакторов, где стехиометрия требует точного баланса массы и объема, система CE-136, оснащенная пневматическими быстродействующими клапанами регулирования, гарантирует, что вы не испортите партию из-за переизбытка реагентов.
Практическое применение в индийской промышленности
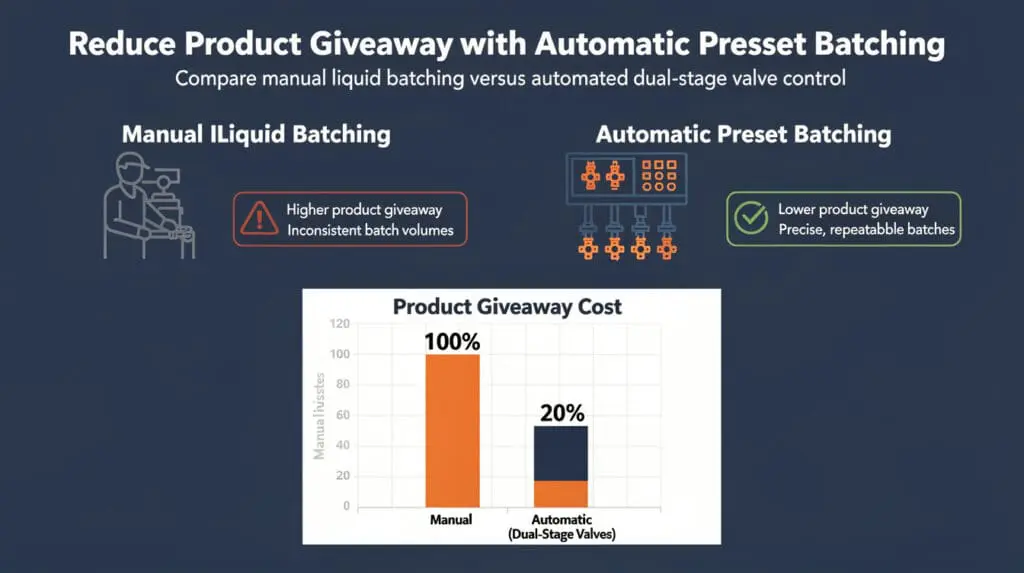
Возьмем, к примеру, завод по смешиванию смазочных масел, который я посетил в прошлом году в Силвассе. Там вручную дозировали базовые масла в смесительный резервуар, используя стандартный расходомер и ручной задвижной клапан. Оператор должен был следить за показаниями механического датчика и вручную закрывать тяжелое колесо клапана, когда объем приближался к 5000 литрам.
Время реакции человека варьируется. Иногда они превышали норму на 15 литров, иногда на 40 литров. Это нарушало соотношение присадок, что приводило к провалу лабораторных анализов и дорогостоящей доработке.
Мы демонтировали ручную линию и установили специализированную систему дозирования CE-136-DISP с предустановленным расходомером CE-110 PD и двухступенчатыми пневматическими клапанами. Мы настроили логику ПЛК таким образом, чтобы быстрый клапан срабатывал при 4850 л, а медленный — точно при 5000 л.
Результат? Разброс объемов партий снизился с ±30 литров до ±1,5 литра. Они окупили капиталовложения за счет экономии базового масла и исключили необходимость доработки в течение 42 дней. Если вы хотите более подробно ознакомиться с финансовым обоснованием этих улучшений, прочитайте наш анализ. Калькулятор совокупной стоимости владения и рентабельности инвестиций в дизельные расходомеры: снижение точности, уменьшение краж и расчет срока окупаемости..
Монтаж и техническое обслуживание для предотвращения смещения.
Можно приобрести самый современный в мире ПЛК для дозирования, но он не компенсирует плохо организованную механическую установку. Правильная установка имеет решающее значение для долгосрочной стабильности.
1. Фильтрация на входе является обязательным условием.
Сварочный шлак, окалина и ржавчина из старых резервуаров разрушают роторы дозирующего расходомера. Перед дозирующим расходомером необходимо установить Y-образный сетчатый фильтр с размером ячейки 100 меш (150 микрон). Если вы пропустите этот шаг, чтобы сэкономить 5000 рупий, то за неделю выведете из строя расходомер стоимостью 80 000 рупий. Я видел это бесчисленное количество раз.
2. Поддержание противодавления
Для дозирования жидкостей в измерительной камере необходимо постоянное противодавление, чтобы предотвратить испарение или кавитацию жидкости, особенно при работе с летучими химическими веществами или высокотемпературными жидкостями. Убедитесь, что после расходомера установлен противодавильный клапан или простая стояковая труба.
3. Плановая проверка и калибровка
В соответствии с рекомендациями стандарта IS 14883, дозирующие счетчики, используемые для коммерческого учета или для критически важных рецептур, должны периодически проходить проверку. Не следует ждать ежегодной проверки метрологического соответствия. Инженеры предприятия должны использовать сертифицированную объемную мерную емкость (например, стандартную мерную емкость объемом 200 л) для проверки коэффициента K каждый квартал.
Для получения более подробной информации о схемах прокладки трубопроводов, ознакомьтесь с нашими материалами. Руководство по установке системы дозирования жидкостей.
Часто задаваемые вопросы
Почему моя автоматизированная система дозирования непостоянно превышает целевой объем?
Нестабильное перерегулирование обычно вызвано колебаниями давления пневматического воздуха, подаваемого на приводные клапаны, или падением напряжения, влияющим на время закрытия соленоида. Если давление воздуха падает с 6 бар до 4 бар при включении другого оборудования, ваш клапан будет закрываться медленнее, что непредсказуемо увеличит объем перерегулирования.
Как устранить проблемы с точностью дозирования жидкости, возникающие при изменении её вязкости из-за температуры?
Прекратите использовать турбинные расходомеры для измерения различной вязкости. Перейдите на расходомер объемного вытеснения (PD), например, CE-118. Расходомеры объемного вытеснения позволяют измерить конкретный физический объем жидкости независимо от того, является ли она жидкой, как бензин, или густой, как трансмиссионное масло при температуре 15°C.
Как лучше всего устранять ошибки контроллера пакетной обработки, связанные с потерей импульсов?
Начните с экранирования кабеля. Убедитесь, что это витая пара, заземленная только на конце, подключенном к контроллеру. Затем проверьте зазор между магнитным датчиком и шестерней счетчика; механическая вибрация со временем может привести к смещению датчика, что вызовет ослабление сигнала, который контроллер не сможет обработать при низких расходах.
Можно ли модернизировать ручную систему до автоматической системы дозирования жидкостей?
Безусловно. Вы можете сохранить существующие насосы и трубопроводы. Мы просто установим контроллер CE-136 с предустановленными параметрами, заменим ручные задвижки на электромагнитные клапаны с пневматическим приводом и интегрируем импульсный расходомер для полной автоматизации точного отключения подачи партии.
Как часто следует калибровать систему дозирования с предустановленными параметрами?
Для интенсивного промышленного использования (работы более 8 часов в день) я рекомендую проверять показания счетчика каждые 3-6 месяцев, сверяя их с сертифицированным эталонным объемным измерителем. Если вы работаете с абразивными жидкостями, механический износ потребует более частой корректировки коэффициента K для поддержания точности ±0,5%.
Заключительные мысли о точности пакетной обработки
Поиск и устранение неисправностей в системе дозирования жидкостей — это не магия, а систематический процесс исключения. Необходимо отличать гидравлические явления (кинетическая энергия, захваченный воздух, изменения вязкости) от электрических аномалий (падение напряжения, электромагнитные помехи, задержки времени сканирования).
Внедрение двухступенчатой логики клапанов для устранения кинетического перерегулирования, использование объемных расходомеров для игнорирования изменений вязкости и изоляция сигнальных кабелей для обеспечения безупречной передачи импульсов позволяют вернуть точность дозирования к строгим стандартам ±0,5% или ±0,2%, требуемым современными промышленными процессами.
Основываясь на 22-летнем опыте полевых исследований, я предлагаю вам следующую рекомендацию:
Если на вашем предприятии наблюдаются проблемы с нестабильным наполнением бочек, дозированием химикатов или дозированием в реакторе, прекратите бороться с ручными клапанами и одноступенчатой автоматизацией. Я настоятельно рекомендую перейти на более совершенную систему. Система дозирования CE-136 с предварительной настройкой в паре с Расходомер масла CE-118.
В этой конкретной архитектуре используется двухступенчатое электрическое управление для физического исключения перерегулирования, а конструкция объемного дозатора CE-118 гарантирует объемную точность ±0,51 TP3T независимо от температуры окружающей среды или изменений вязкости.
Обратитесь в компанию Chintan Engineers за консультацией по вопросам дозирования, указав характеристики вашей жидкости, объем партии и цели автоматизации, и моя команда разработает модуль, который будет обеспечивать точное дозирование каждый раз.
Продукты, упомянутые в этой статье:
- Система дозирования жидкостей — Ознакомьтесь с полными техническими характеристиками и запросите ценовое предложение.
Готовы обсудить ваши требования?
Свяжитесь с нашей инженерной командой, предоставив ваши технические характеристики. Мы вышлем вам подробные рекомендации по конфигурации.
