















En este artículo:
- La física del "sobreimpulso" y por qué sus válvulas no pueden seguir el ritmo.
- Diagnóstico de errores en sistemas de dosificación automática: deriva frente a repetibilidad.
- Solución de problemas del controlador de dosificación: Los culpables eléctricos
- Guía de dimensionamiento y selección: Adaptación del palé al proceso
- Aplicaciones prácticas en contextos industriales de la India
- Intervenciones de instalación y mantenimiento para prevenir la deriva
- Preguntas frecuentes
- Consideraciones finales sobre la precisión del procesamiento por lotes
- Basándome en 22 años de datos de campo, esta es mi recomendación para su operación:
Un exceso de 0,5 litros por cada cubo de lubricante de 20 litros puede parecer un pequeño error de redondeo en la interfaz hombre-máquina (HMI). Pero si la línea llena 1000 cubos al día, ese "pequeño error" supone una pérdida de 500 litros de producto terminado diariamente. A 150 rupias por litro, la planta pierde 2,25 millones de rupias anuales en inventario no facturado. ¿De verdad va a ignorarlo?
He dedicado 22 años al diseño, ajuste y calibración de sistemas de medición de caudal en toda la India, desde los entornos húmedos y corrosivos de Dahej hasta las polvorientas zonas industriales de GIDC en Saurashtra. La realidad de la ingeniería es cruda: los errores en los sistemas de dosificación automática rara vez se deben a una única falla catastrófica. Casi siempre son el resultado de retrasos físicos acumulados, ruido eléctrico y tolerancias mecánicas desgastadas que deterioran gradualmente la precisión volumétrica.
Si te encargan solucionar problemas en sistemas de dosificación de líquidos, no puedes permitirte adivinar. Debes aislar la mecánica del fluido de la lógica del controlador. Explicaré con detalle por qué tus sistemas de dosificación presentan desviaciones, por qué las válvulas no se cierran a tiempo y cómo solucionar definitivamente estos problemas de precisión en la dosificación de líquidos.
En este artículo
- La física del "sobreimpulso" y por qué sus válvulas no pueden seguir el ritmo.
- Diagnóstico de errores en sistemas de dosificación automática: deriva frente a repetibilidad.
- Solución de problemas del controlador de dosificación: Los culpables eléctricos
- Guía de dimensionamiento y selección: Adaptación del palé al proceso
- Aplicaciones prácticas en contextos industriales de la India
- Intervenciones de instalación y mantenimiento para prevenir la deriva
- Preguntas frecuentes
- Consideraciones finales sobre la precisión del procesamiento por lotes
- Basándome en 22 años de datos de campo, esta es mi recomendación para su operación:
La física del "sobreimpulso" y por qué sus válvulas no pueden seguir el ritmo.
La queja más frecuente que escucho sobre problemas de precisión en la dosificación de líquidos es el exceso de dosificación por lote. El operador introduce 200 L, pero el sistema dispensa 201,5 L.
Me exaspera que los técnicos inexpertos culpen inmediatamente a la calibración del caudalímetro. En el 90% de los casos, el medidor funciona perfectamente. ¿El verdadero problema? La inercia del sistema y el retardo en el cierre de la válvula. No se puede engañar a las leyes de la física.
Cuando un líquido se mueve a través de una tubería de 2 pulgadas a 120 L/min, posee una enorme energía cinética. Cuando el controlador de lotes alcanza el volumen objetivo y envía una señal de 24 V CC a la válvula solenoide para que se cierre, se producen tres retardos distintos:
- Tiempo de escaneo del controlador: El PLC o controlador preestablecido tarda entre 10 y 50 milisegundos en procesar el pulso y activar la salida.
- Retardo de relé eléctrico: La activación de la bobina del solenoide tarda otros 20-40 milisegundos.
- Retardo de actuación mecánica: Una válvula de bola o de mariposa accionada neumáticamente tarda entre 200 y 500 milisegundos en recorrer físicamente el camino desde la posición abierta (100%) hasta la posición cerrada (0%).
Durante ese intervalo combinado de 300 a 600 milisegundos, el fluido continúa fluyendo a través del medidor. A 120 L/min (2 L/s), un retraso de medio segundo produce un exceso de caudal de exactamente 1 litro.
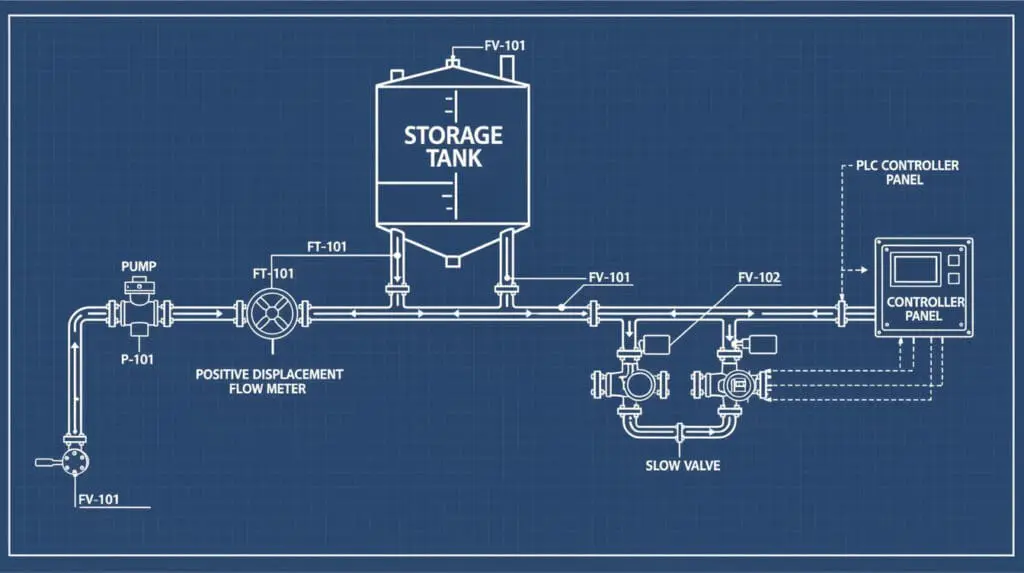
La solución de ingeniería: dosificación en dos etapas
Para eliminar el sobreimpulso cinético, utilizamos una lógica de válvulas de doble etapa (rápida/lenta). Al poner en marcha equipos como nuestro sistema de dosificación preestablecida CE-136, nunca permito que el flujo se interrumpa bruscamente. En su lugar, utilizamos dos válvulas de activación eléctrica (o una sola válvula de doble etapa) para controlar la parada por etapas.
Si el lote es de 200 L:
- De 0 a 190 L: Las válvulas de alta y baja velocidad están abiertas. El caudal es máximo (por ejemplo, 120 L/min).
- A 190L (Punto previo al viaje): El controlador desactiva la válvula rápida. El flujo se reduce a un caudal de ajuste de 15 L/min a través de la válvula lenta.
- A 200L: Se ordena el cierre de la válvula lenta. Dado que el caudal es mínimo, la energía cinética prácticamente desaparece. El retardo de medio segundo en el cierre mecánico produce un sobreimpulso de aproximadamente 0,05 L, lo que se encuentra dentro de la tolerancia de ±0,51 TP3T exigida por la metrología legal.
¿Necesita ayuda para seleccionar el sistema de dosificación de líquidos adecuado?
Nuestro equipo de ingeniería puede adaptar la configuración exacta a sus requisitos operativos.
Diagnóstico de errores en sistemas de dosificación automática: deriva frente a repetibilidad.
Cuando un ingeniero de planta me llama por problemas de dosificación de líquidos, mi primera solicitud siempre es obtener los registros de lotes de los últimos 50 ciclos. ¿Por qué? Porque hay una enorme diferencia entre exactitud y repetibilidad.
Si los lotes son de 202 L, 202,1 L, 201,9 L y 202 L, el sistema presenta una excelente repetibilidad, pero poca precisión. Esto se debe a un simple problema de escalado del factor K en la interfaz hombre-máquina (HMI) o a una desviación en la calibración. Es fácil de solucionar.
Si los lotes son de 196 L, 205 L, 192 L y 208 L, se produce un fallo de repetibilidad. En mi experiencia, la repetibilidad errática apunta a tres fallos mecánicos distintos:
- Aire arrastrado: Los medidores de desplazamiento positivo (DP) miden el volumen. No pueden distinguir entre un litro de líquido y un litro de aire. Si la bomba aspira aire de un tanque de succión con remolino, el medidor girará rápidamente, registrando un volumen erróneo. Solución: Instale un eliminador de aire antes del medidor, según las directrices de la norma OIML R117. He visto medidores en perfecto estado desechados por una línea de succión defectuosa.
- Variaciones de viscosidad en los medidores de turbina: He calibrado suficientes medidores de turbina como para saber que no deben utilizarse cerca de combustibles viscosos ni en entornos con temperaturas variables. El factor de deslizamiento del rotor de una turbina cambia drásticamente si la temperatura del aceite lubricante desciende de 40 °C a 20 °C durante la noche. Si va a procesar fluidos con una presión superior a 10 mPa·s, sustituya esa turbina por un medidor de desplazamiento positivo adecuado, como nuestros modelos CE-110 o CE-111.
- Desgaste mecánico: Tras años de funcionamiento, las partículas abrasivas desgastan los rotores de un medidor de desplazamiento positivo, aumentando la holgura entre los engranajes y la cámara de medición. El fluido se filtra sin ser medido, lo que provoca que el sistema registre un volumen inferior al real (lo que conlleva una sobredosificación física).
Solución de problemas del controlador de dosificación: Los culpables eléctricos
Los entornos industriales de la India presentan desafíos eléctricos únicos que los manuales de equipos europeos o estadounidenses estándar ignoran por completo. Al solucionar problemas en un controlador de dosificación, es fundamental analizar la calidad de la energía.
En muchas instalaciones de GIDC, observamos fluctuaciones extremas en las líneas de CA de 230 V entre 190 V y 250 V, dependiendo de la carga de los hornos de inducción cercanos. Cuando el voltaje cae a 190 V, el campo magnético generado por las bobinas solenoides de CA se debilita. Una válvula que normalmente tarda 200 ms en cerrarse podría tardar repentinamente 600 ms, lo que provoca sobretensiones intermitentes y aleatorias que desconciertan a los equipos de mantenimiento.
Blindaje y ruido de señal:
Los controladores de lotes dependen de las señales de pulso de alta velocidad provenientes del sensor magnético o de efecto Hall del caudalímetro. Si me dieran una rupia por cada vez que un electricista instala cables de pulso de bajo voltaje (24 V) en la misma bandeja de cables que los cables de alimentación de 415 V del variador de frecuencia (VFD) para las bombas de transferencia, sería millonario. Esto garantiza interferencias electromagnéticas (EMI). El controlador captará "pulsos fantasma" del ruido del VFD, registrando flujo cuando la válvula está cerrada o provocando la finalización prematura del lote.
Regla de campo: Utilice siempre cables de par trenzado apantallado (STP) para las señales de pulso, conecte a tierra el apantallamiento ÚNICAMENTE en el extremo del controlador para evitar bucles de tierra y mantenga una separación mínima de 300 mm de las líneas de CA de alta tensión.

¿Necesita ayuda para seleccionar el sistema de dosificación de líquidos adecuado?
Nuestro equipo de ingeniería puede adaptar la configuración exacta a sus requisitos operativos.
Guía de dimensionamiento y selección: Adaptación del palé al proceso
Si está reacondicionando un sistema de dosificación defectuoso, debe adaptar la arquitectura al fluido. Esto es lo que suelo recomendar para cumplir con los estrictos objetivos de metrología legal de ±0,5% a ±0,2%:
Para el dosificado de combustible de servicio pesado (depósitos y fabricantes de equipos originales de grupos electrógenos):
- Sistema: Dispensador preconfigurado de alta resistencia
- Especificaciones: Caudal de 50-200 L/min, precisión de ±0,5%, alimentación de CA 220V.
- Configuración: Utiliza ajustes preestablecidos de volumen y cantidad de hasta 9999 litros. Ideal para el llenado de bidones a alta velocidad, donde la viscosidad del diésel se mantiene relativamente estable.
Para lubricantes de alta viscosidad y dosificación de productos químicos:
- Metro: Medidor de flujo de aceite CE-118
- Especificaciones: Caudal de 20 a 120 l/min, precisión de ±0,5%, presión máxima de 3,4 MPa (34 bar).
- Configuración: Dado que el CE-118 es un medidor de desplazamiento positivo, su precisión volumétrica se mantiene independiente de las variaciones de viscosidad. Lo combinamos con el sistema de dosificación preestablecida CE-136 para gestionar la activación de la válvula eléctrica sin problemas.
Para el llenado de precisión de recipientes de reactores:
- Sistema: Sistema de dosificación preestablecida CE-136
- Especificaciones: Incorpora un robusto controlador de dosificación preestablecido con desconexión automática.
- Configuración: Al llenar reactores químicos donde la estequiometría requiere balances exactos de masa/volumen, el CE-136, integrado con válvulas de ajuste rápido/lento de accionamiento neumático, garantiza que no arruinará un lote debido a un sobreimpulso.
Aplicaciones prácticas en contextos industriales de la India
Tomemos como ejemplo una planta de mezcla de aceites lubricantes que visité en Silvassa el año pasado. Estaban dosificando manualmente los aceites base en un tanque de mezcla utilizando un caudalímetro estándar y una válvula de compuerta manual. El operario tenía que vigilar el registro mecánico y cerrar manualmente la pesada rueda de la válvula cuando se acercaba a los 5000 litros.
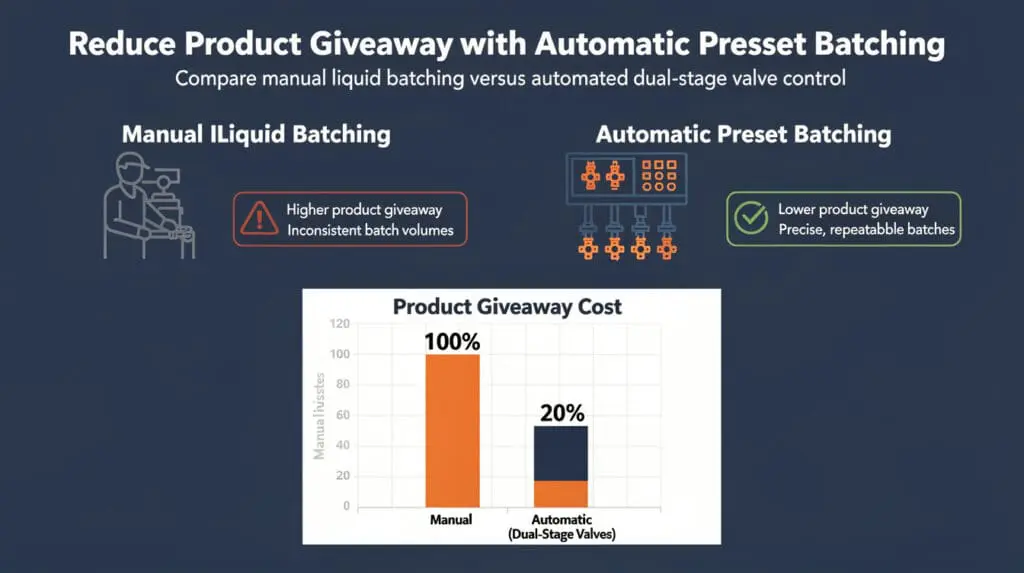
El tiempo de reacción humana varía. A veces se excedían en 15 litros, otras veces en 40 litros. Esto alteraba las proporciones de los aditivos, lo que provocaba fallos en las pruebas de laboratorio y costosos retrabajos.
Retiramos la línea manual e instalamos un sistema de dosificación preestablecido CE-136-DISP personalizado, que incluye un medidor de presión diferencial CE-110 y válvulas neumáticas de doble etapa. Configuramos la lógica del PLC para que la válvula rápida se activara a los 4850 L y la válvula lenta, precisamente, a los 5000 L.
¿El resultado? La variación de lotes se redujo de ±30 litros a ±1,5 litros. Recuperaron su inversión de capital en aceite base ahorrado y eliminaron el retrabajo en 42 días. Si desea un análisis más profundo de la justificación financiera de estas mejoras, revise nuestro desglose en Calculadora de TCO y ROI del caudalímetro diésel: pérdida de precisión, reducción de robos y amortización..
Intervenciones de instalación y mantenimiento para prevenir la deriva
Puedes comprar el PLC de dosificación más sofisticado del mundo, pero no compensará una instalación deficiente del sistema mecánico. Una instalación adecuada es fundamental para la estabilidad a largo plazo.
1. La filtración aguas arriba no es negociable.
La escoria de soldadura, la incrustación de tuberías y el óxido de los tanques de almacenamiento antiguos dañarán los rotores de un medidor de desplazamiento positivo. Se debe instalar un filtro en Y de 100 mallas (150 micras) justo antes del medidor de dosificación. Si omite este paso para ahorrar 5000 rupias, dañará un medidor de 80 000 rupias en una semana. Lo he visto suceder innumerables veces.
2. Mantenimiento de la contrapresión
Los sistemas de dosificación requieren una contrapresión constante para evitar la vaporización o cavitación del fluido dentro de la cámara de medición, especialmente con productos químicos volátiles o fluidos a alta temperatura. Asegúrese de que se instale una válvula de contrapresión o una tubería de elevación simple aguas abajo del medidor.
3. Verificación y calibración rutinarias
Según las directrices de la norma IS 14883, los dosificadores utilizados para la transferencia de custodia o recetas críticas deben someterse a comprobación periódica. No espere a la inspección anual de metrología legal. Los ingenieros de planta deben utilizar un recipiente de calibración volumétrica certificado (por ejemplo, un recipiente estándar de 200 L) para verificar el factor K cada trimestre.
Para obtener más detalles sobre la disposición de las tuberías, consulte nuestra Guía de instalación del sistema de dosificación de líquidos.
Preguntas frecuentes
¿Por qué mi sistema de procesamiento por lotes automático supera el volumen objetivo de forma inconsistente?
El sobreimpulso inconsistente suele deberse a fluctuaciones en la presión neumática de las válvulas de accionamiento o a caídas de tensión que afectan a los tiempos de cierre del solenoide. Si la presión del aire baja de 6 bar a 4 bar cuando se activan otras máquinas de la planta, la válvula se cerrará más lentamente, lo que aumentará de forma impredecible el volumen de sobreimpulso.
¿Cómo puedo solucionar los problemas de precisión en la dosificación de líquidos cuando la viscosidad del fluido cambia debido a la temperatura?
Deje de usar caudalímetros de turbina para viscosidades variables. Actualice a un caudalímetro de desplazamiento positivo (PD) como el CE-118. Los caudalímetros PD aíslan un volumen físico específico de fluido, independientemente de si es fluido, como la gasolina, o viscoso, como el aceite para engranajes, a 15 °C.
¿Cuál es la mejor manera de solucionar los errores del controlador de lotes relacionados con la pérdida de pulsos?
Comience con el blindaje del cable. Asegúrese de que sea un cable de par trenzado conectado a tierra únicamente en el extremo del controlador. A continuación, verifique la distancia entre el sensor de captación magnética y el engranaje del medidor; la vibración mecánica puede provocar que el sensor se desplace con el tiempo, lo que resulta en una señal débil que el controlador no detecta a caudales bajos.
¿Puedo actualizar un sistema manual a un sistema automático de dosificación de líquidos?
Por supuesto. Puede conservar sus bombas y tuberías actuales. Simplemente instalamos un controlador preconfigurado CE-136, reemplazamos las válvulas de compuerta manuales por electroválvulas neumáticas e integramos un caudalímetro de salida de pulsos para automatizar completamente el corte exacto del lote.
¿Con qué frecuencia se debe calibrar un sistema de dosificación preestablecido?
Para uso industrial intensivo (más de 8 horas de funcionamiento al día), recomiendo calibrar el medidor cada 3 a 6 meses comparándolo con un patrón volumétrico certificado. Si se procesan fluidos abrasivos, el desgaste mecánico requerirá ajustes más frecuentes del factor K para mantener una precisión de ±0,5%.
Consideraciones finales sobre la precisión del procesamiento por lotes
Solucionar problemas en su sistema de dosificación de líquidos no es magia negra; es un proceso sistemático de eliminación. Debe separar los fenómenos hidráulicos (energía cinética, aire atrapado, cambios de viscosidad) de las anomalías eléctricas (caídas de voltaje, interferencia electromagnética, retrasos en el tiempo de escaneo).
Mediante la implementación de una lógica de válvula de doble etapa para eliminar el sobreimpulso cinético, el uso de medidores de desplazamiento positivo para ignorar los cambios de viscosidad y el aislamiento de los cables de señal para garantizar una transmisión de pulsos impecable, puede recuperar la precisión de su dosificación hasta alcanzar los rigurosos estándares de ±0,5% o ±0,2% que exigen los procesos industriales modernos.
Basándome en 22 años de datos de campo, esta es mi recomendación para su operación:
Si su planta tiene problemas con el llenado errático de tambores, la dosificación de productos químicos o la dosificación de reactores, deje de luchar con válvulas manuales y automatización de una sola etapa. Recomiendo encarecidamente actualizar a la Sistema de dosificación preestablecida CE-136 emparejado con el Medidor de flujo de aceite CE-118.
Esta arquitectura exacta utiliza un control de doble etapa accionado eléctricamente para eliminar físicamente el sobreimpulso, mientras que el diseño de desplazamiento positivo del CE-118 garantiza una precisión volumétrica de ±0,5% independientemente de las variaciones de temperatura ambiente o viscosidad.
Solicite una consulta sobre dosificación con las especificaciones de su fluido, el volumen del lote y sus objetivos de automatización en Chintan Engineers, y mi equipo diseñará un sistema modular que proporcione volúmenes exactos, siempre.
Productos mencionados en este artículo:
- Sistema de dosificación de líquidos — Consulta las especificaciones completas y solicita un presupuesto.
¿Listo para hablar sobre sus necesidades?
Póngase en contacto con nuestro equipo de ingeniería y facilítenos sus especificaciones. Le proporcionaremos una recomendación de configuración detallada.
