















A 3mm corrosion allowance on a cast iron pump handling light chemicals in a Gujarat industrial estate will typically buy you exactly 14 months before efficiency drops by 18%. At a 120 cubic meters per hour discharge rate, that 18% efficiency loss translates to roughly ₹85,000 in wasted electricity annually—which completely eclipses the initial capital savings of choosing cast iron over stainless steel.
Over the last 22 years at Chintan Engineers, I have audited, sized, and calibrated thousands of fluid transfer systems across India. I consistently see procurement managers default to cast iron (CI) pumps for process water and light chemical applications simply because the upfront quote is lower. Frankly, this is a fundamental misunderstanding of fluid dynamics and metallurgical degradation.
When we evaluate pump materials strictly by the numbers—hydraulic efficiency, surface friction coefficients, and Mean Time Between Failures (MTBF) under Indian operational conditions—the justification for cast iron crumbles in anything but benign, strictly non-corrosive environments. Forget the standard sales pitches; here is the raw engineering and financial data comparing stainless steel (SS) and cast iron pumps, backed by field reality and DIN/ISO standards.
In This Article
- Material Science: Internal Surface Degradation and Fluid Friction
- Head-to-Head: SS vs. Cast Iron Pump Specifications
- Total Cost of Ownership (TCO): The 5-Year Financial Reality
- Installation Context: Surviving Indian Industrial Environments
- Sizing and Selection Guide for Plant Operations
- Questions I Get Asked Every Week
- The Final Verdict
Material Science: Internal Surface Degradation and Fluid Friction
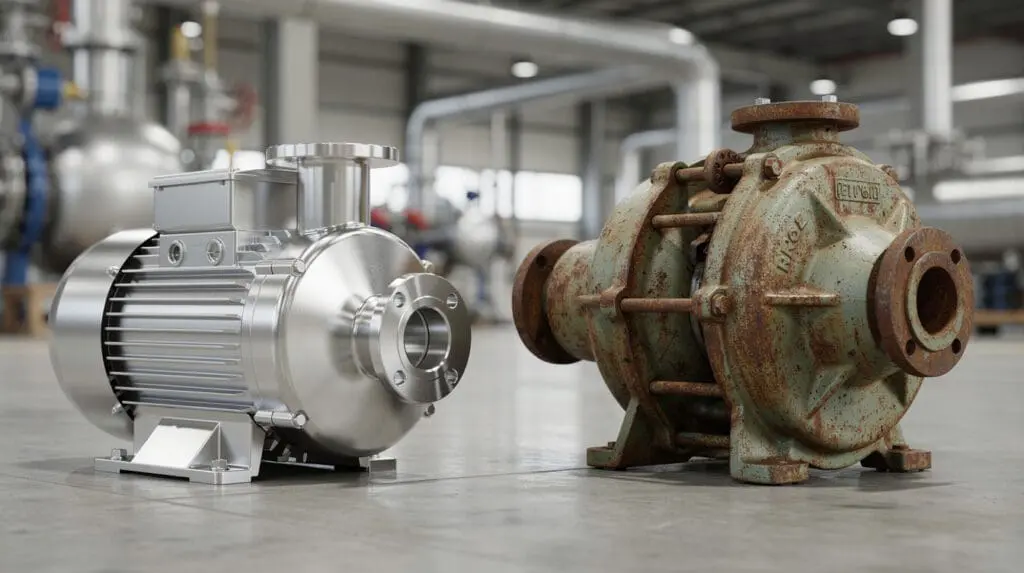
The core difference between rolled SS-304/SS-316 construction (like we use in our CE Series) and traditional cast iron lies in how the wetted parts react to fluid over time.
Cast iron is inherently porous. Even when cast with a 3mm corrosion allowance as per standard industrial practices, the surface is rough at a microscopic level. When exposed to process water (especially RO water, which is aggressive and ion-hungry), milk, or light chemicals, the iron oxidizes. This oxidation creates internal pitting.
(I've seen enough cast iron volute casings fail on mildly acidic RO reject water to know they don't belong anywhere near chemical transfer—even if you coat them, the coating inevitably chips during cavitation events.)
Stainless steel features a pore-free, non-pitting surface. The chromium content in SS-304 (18% chromium, 8% nickel) and SS-316 (which adds molybdenum for superior chloride resistance) forms a passive, self-repairing oxide layer.
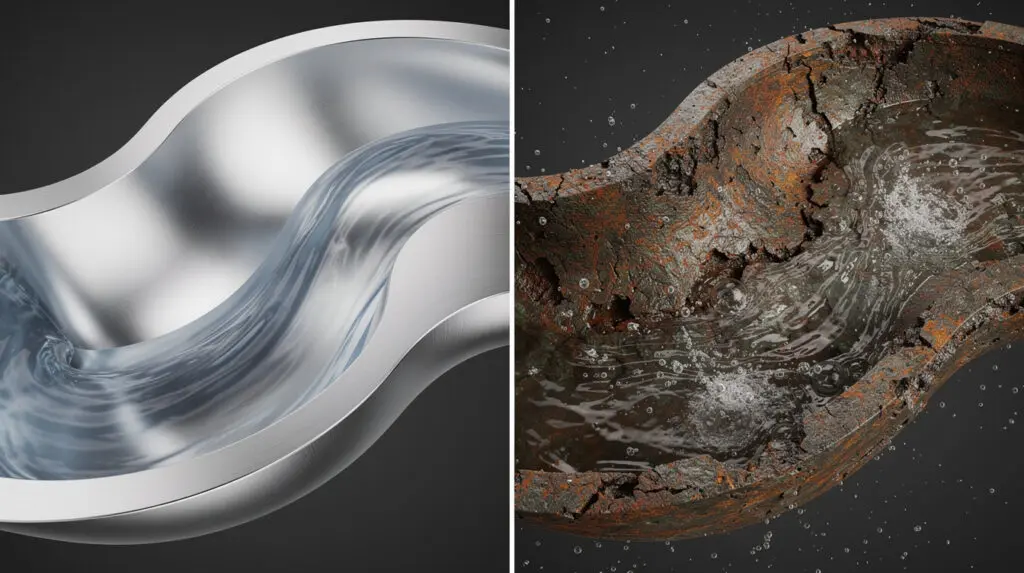
Impact on Volumetric Efficiency
Why does this microscopic roughness matter on the factory floor? In fluid dynamics, internal surface roughness directly dictates the friction factor in the Hazen-Williams or Darcy-Weisbach equations. A pitted cast iron volute introduces turbulence, altering the flow profile from laminar to turbulent right at the impeller discharge. This turbulence converts motor energy into heat and vibration rather than fluid velocity.
Because rolled stainless steel maintains its pore-free surface indefinitely, the hydraulic efficiency of an SS pump remains flat over its lifecycle. A cast iron pump's efficiency curve, however, degrades logarithmically from month three.
Pro Tip: If you are pumping liquids with viscosities higher than water—up to 1500 centipoise, such as resins, syrups, or heavy dairy products—surface friction becomes your primary enemy. Always specify rolled stainless steel for viscous applications to prevent motor overload.
Head-to-Head: SS vs. Cast Iron Pump Specifications
Before writing your next PO, look at how the specifications align. Based on our CE Series (SS) and BPO Series (Cast Iron) data, here is how the metrics stack up under IS 1520 and ISO 2858 testing protocols:
| Parameter | Stainless Steel (CE Series Monoblock) | Cast Iron (Traditional BPO Series) |
| :— | :— | :— |
| Max Head | Up to 60 Meters | Up to 60 Meters |
| Max Capacity | Up to 120 M³/hr | Up to 120 M³/hr |
| Surface Finish | Pore-free, non-pitting | Porous, subject to oxidation |
| Viscosity Limit | Handles up to 1500 centipoise | Optimal < 300 centipoise |
| Weight Profile | Lightweight (rolled construction) | Heavy (requires reinforced baseplates) |
| Hygienic Rating | High (Sterile/Pharma suitable) | Nil (Industrial only) |
| Efficiency Drop (2 Yrs) | < 2% | 15% – 20% (due to pitting) |
Notice that the raw hydraulic capabilities (60m head, 120 M³/hr capacity) are identical. The difference isn't what the pump can do on day one; it's what it costs to run on day 700.
Tired of replacing corroded pump casings every two years?
Upgrade to rolled stainless steel construction for pore-free, continuous high-efficiency operation.
Total Cost of Ownership (TCO): The 5-Year Financial Reality
Procurement departments love minimizing CAPEX. But as plant engineers, we end up bleeding OPEX. Just as I advocate when evaluating the Total Cost of Ownership for diesel dispensers, you have to calculate energy consumption, downtime, and spare parts over a 5-year horizon.
Let's run the math on a standard 15 HP (11 kW) three-phase pump operating 10 hours a day, 300 days a year in a cooling tower application.
Energy Consumption Baseline:
- 11 kW × 3,000 hours/year = 33,000 kWh/year.
- At ₹8 per kWh, the baseline electrical cost is ₹2,64,000 annually.
The Cast Iron Penalty:
By month 18, internal pitting in a cast iron pump typically causes a 15% drop in hydraulic efficiency. To maintain the required 120 M³/hr flow rate, the motor draws more amperage, operating closer to its service factor limit.
- A 15% energy penalty requires an additional 4,950 kWh/year.
- This equates to ₹39,600 in wasted electricity per year.
Over a 5-year lifecycle, that cast iron pump will cost you nearly ₹1.5 Lakhs in excess electricity alone. Furthermore, you will likely replace the mechanical seals twice as often on the cast iron pump due to the vibration induced by turbulent, unbalanced flow caused by internal corrosion.
Installation Context: Surviving Indian Industrial Environments

Indian operating conditions are uniquely brutal. We deal with severe voltage fluctuations (from 380V up to 450V on three-phase lines), extreme monsoon humidity, and heavy particulate ingress in areas like the GIDC industrial estates.
Corrosion from the Outside In
We talk extensively about internal wetted parts, but external degradation is equally critical. In high-humidity environments, a standard cast iron pump begins rusting externally within weeks. Once rust compromises the mechanical seal housing or the motor bearing alignment points, vibration spikes.
Stainless steel pumps, particularly our modular CE Series, maintain structural integrity against atmospheric corrosion. This modular construction also features high interchangeability and a flexible shaft sealing arrangement, allowing you to standardise spare parts across your facility.
Did You Know: A heavily oxidized external casing on a cast iron pump traps heat, reducing the motor's ability to shed thermal load. SS pumps maintain their thermal dissipation characteristics over their entire lifespan, keeping motor operating temperatures 3-5°C cooler.
Moving Past Temporary Fixes
Facilities handling aggressive fluids are moving away from manual, piecemeal transfer methods. Similar to the shift we see when plants upgrade from manual methods to automated systems (as detailed in my guide on industrial diesel dispensers vs. barrel pumps), upgrading from temporary cast iron installations to permanent, CIP-capable (Clean-In-Place) stainless steel centrifugal pumps drastically reduces contamination risks and manual handling errors.
Sizing and Selection Guide for Plant Operations

If you are writing the procurement specification for your next plant expansion, do not just copy-paste old cast iron specs. Here is exactly what you should mandate based on your application:
1. For Pharmaceutical and Dairy (Milk Processing):
- Material: SS-316 strictly.
- Requirement: Pore-free non-pitting surface.
- Reason: Any microscopic pit in a volute casing becomes a breeding ground for bacteria. Cast iron is completely unacceptable here. Our CE Series is specifically designed for hygienic/sterile applications.
2. For Cooling Towers and RO Water Systems:
- Material: SS-304.
- Requirement: High-efficiency closed impellers.
- Reason: RO water is stripped of ions and will aggressively attack cast iron, leading to rapid scaling and pitting. SS-304 handles this effortlessly while maintaining hydraulic efficiency.
3. For Heavy Chemical Transfer (Up to 1500 Centipoise):
- Material: SS-316 or specialized PP (Polypropylene) Pumps.
- Requirement: Larger shaft and bearing size to handle torque.
- Reason: Viscous fluids exert immense radial loads on the pump shaft. Our SS pumps come in a three-bearing design resulting in excellent continuous process capabilities with high efficiency.
Warning: Never specify a pump based solely on the required Head and Capacity. You must calculate the Net Positive Suction Head Available (NPSHa) and compare it to the Net Positive Suction Head Required (NPSHr). An improperly sized pump will cavitate, and cavitation will destroy a stainless steel impeller just as surely as it will destroy a cast iron one.
Need to pump highly viscous liquids up to 1500 centipoise?
Our SS pumps feature a robust three-bearing design to handle extreme torque without shaft deflection.
Questions I Get Asked Every Week
Why does cast iron lose efficiency faster than stainless steel?
Cast iron rusts and pits when exposed to moisture and oxygen. This internal pitting drastically increases fluid friction inside the volute casing, causing turbulence. This turbulence forces the motor to work harder to achieve the same flow rate, dropping overall volumetric efficiency by up to 20% over two years.
Can a stainless steel pump handle viscous fluids like syrup or ink?
Yes. SS-304 and SS-316 CE Series pumps are engineered to handle viscosities up to 1500 centipoise. They utilize a specialized impeller design and oversized shafts to manage the increased radial loads inherent in pumping highly viscous materials.
Is SS-316 worth the premium over SS-304?
It depends on the fluid. SS-304 is perfect for RO water, cooling towers, and standard industrial fluids. If you are pumping liquids with high chloride content, aggressive chemicals, or operating in strict pharmaceutical environments, the added molybdenum in SS-316 provides essential resistance against chloride-induced stress corrosion cracking.
How does the weight difference between SS and Cast Iron affect installation?
Cast iron pumps are extremely heavy, requiring substantial reinforced concrete baseplates and lifting equipment for installation and alignment. Rolled stainless steel pumps offer a superior strength-to-weight ratio, allowing for faster installation, easier alignment, and reduced foundation costs.
What happens if we pump RO water through a cast iron pump?
Reverse Osmosis (RO) water is highly purified and mineral-deficient, making it aggressively corrosive as it seeks to leach ions from its surroundings. It will rapidly oxidize and strip material from a cast iron pump, destroying the casing within months. Always use stainless steel or polypropylene for RO water.
The Final Verdict
Here is the bottom line after two decades in the field: unless you are pumping benign, non-corrosive liquids in a climate-controlled environment where energy efficiency is somehow irrelevant, cast iron is a false economy.
The upfront premium for an SS-304 or SS-316 pump is typically recovered within 18 to 24 months through electrical savings alone, completely ignoring the massive reductions in downtime, mechanical seal replacements, and maintenance labor.
For industrial facilities looking to optimize their OPEX, standardizing on rolled stainless steel monoblock pumps with pore-free surfaces is the only financially sound engineering decision.
Ready to eliminate pump-related downtime and slash your energy bills?
Standardize your facility with Chintan Engineers' high-efficiency SS Centrifugal Pumps.
