















A 1.5% calibration drift on a modest 2,000-litre-per-day factory generator throughput costs your operation roughly Rs. 85,000 every single month in untracked diesel shrinkage. Over a financial year, that is a million rupees bleeding out through a rubber hose—entirely unnoticed by accounting.
My name is Vikram Desai. Over the last 22 years as a Senior Flow Measurement Engineer at Chintan Engineers, I have installed, calibrated, and diagnosed over 5,000 flow measurement systems across India. From ONGC refineries to remote GIDC industrial estates in Gujarat, the story is remarkably consistent: procurement teams attempt to save Rs. 50,000 on capital expenditure by purchasing basic electric barrel pumps, only to hemorrhage lakhs in operating expenses due to metrological inaccuracies, motor burnouts, and unrecorded fuel dispensing.
When you're evaluating an industrial fuel dispenser vs barrel pump for your factory floor, fleet depot, or backup power infrastructure, you have to look past the initial price tag. Do you know exactly how much fuel your night shift is actually issuing? To answer that, we must evaluate the internal metrology, the duty cycle capabilities of the pumping mechanism, and the stringent requirements of the Legal Metrology Act.
Here is the unvarnished engineering reality behind choosing a diesel transfer pump for factory applications.
In This Article
- The Mechanics of Inaccuracy: Why Barrel Pumps Fail Metrology Standards
- Anatomy of a True Diesel Filling Machine: Built for the Indian Industrial Context
- Multi-Factor Comparison: Industrial Fuel Dispenser vs. Barrel Pump
- The Financial Reality: TCO and ROI Calculation
- Selection and Sizing Guide for Factory Depots
- Installation and Maintenance in Indian Industrial Settings
- Frequently Asked Questions (FAQ)
- Engineering Recommendation
The Mechanics of Inaccuracy: Why Barrel Pumps Fail Metrology Standards
Why does a dedicated diesel filling machine drastically outperform a drum pump? It comes down to basic volumetric measurement mechanics.
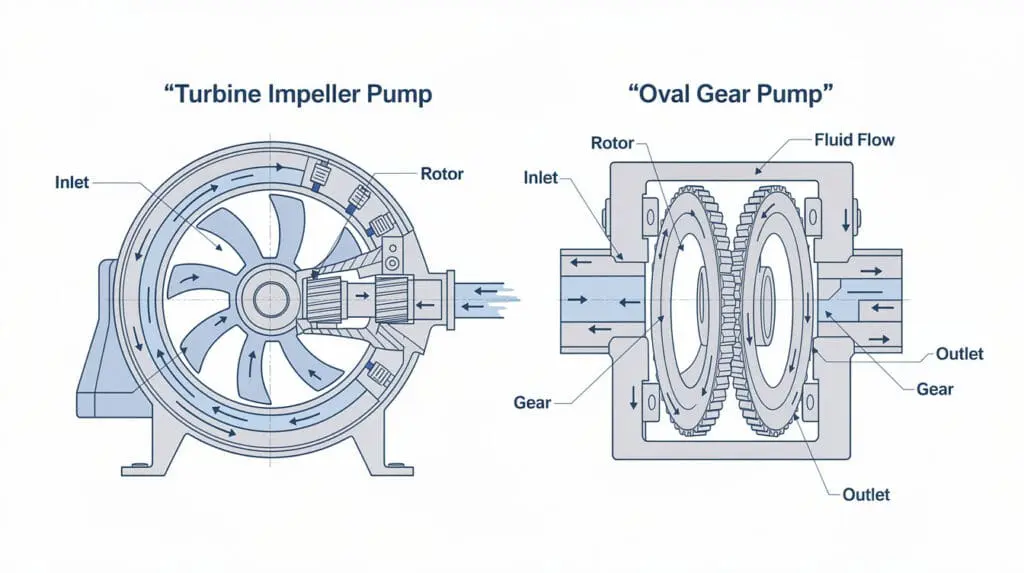
Most commercial electric barrel pumps rely on elementary turbine flow meters or simple nutating disks. A turbine meter calculates flow based on the rotational velocity of a rotor situated in the fluid stream. The fatal engineering flaw here is fluid slip. Diesel has a kinematic viscosity that varies drastically depending on ambient temperature. In a scorching Rajasthan summer or a humid monsoon in Mumbai, the viscosity of High-Speed Diesel (HSD) shifts.
When a cheap turbine meter encounters these variations, fluid slips past the rotor blades without spinning them proportionately. The result? The pump tells your operator they dispensed 50 litres, but 52 litres actually left the nozzle. (I've binned enough commercial turbine meters to know they don't belong anywhere near high-value fuels in changing Indian climates—their K-factors drift wildly past 2% error within weeks of deployment.)
Instead, industrial-grade automatic fuel dispensers utilize Positive Displacement (PDP) or Oval Gear technology.
Positive Displacement vs. Kinetic Measurement
Take a system like our CE-204 High Accuracy Digital Dispenser. The fluid does not merely spin a fan. It enters a precision-machined measuring chamber containing mechanical pistons or gears. Every rotation corresponds to an absolute, fixed volume of fluid—regardless of viscosity, pressure, or flow rate.
According to OIML R117 (the international standard for dynamic measuring systems for liquids other than water), precision fueling requires minimal fluid bypass. The mechanical counter (CE-110) or digital PDP (CE-111) integrated into our systems maintains a strict ±0.5% standard accuracy, with models like the CE-204 tightening that tolerance to ±0.2%. That level of precision is not a luxury; it is a statutory requirement under the Legal Metrology Act for auditable fuel transactions.
Anatomy of a True Diesel Filling Machine: Built for the Indian Industrial Context
Bolting a barrel pump to a 210-litre drum is fine for a temporary fix. But when factory operations demand continuous fuel transfer to backup diesel generator (DG) sets, forklifts, or heavy machinery, you require an industrial-grade architecture capable of continuous duty cycles.
1. The Pumping Mechanism: Vane vs. Impeller
Cheap electric barrel pumps utilize centrifugal impellers. They struggle to self-prime and cavitate easily if the fluid level drops, leading to rapid seal failure.
Industrial dispensers use robust rotary vane pumps. For instance, when I specify the Chintan Engineers CE-201 Heavy-Duty Dispenser for a site, I rely on its 1.2 kW rotary vane pump featuring an integrated mechanical seal. The sliding vanes inside the rotor automatically adjust for wear, maintaining a constant vacuum to lift diesel from underground tanks or large above-ground storage tanks (ASTs) without manual priming. At 110 L/min throughput, it operates smoothly without overheating, even during continuous fleet fueling operations.
2. Contamination Control and Filtration
Indian industrial zones—especially cement plants, RMC facilities, and aggregate quarries—are high-dust environments. A barrel pump generally features a rudimentary mesh screen at the suction tube. When dust ingresses, it travels directly through the pump, destroying the impeller and passing silica particulates straight into the sensitive common-rail fuel injection systems of your diesel engines. I can't tell you how many ruined impellers I've pulled out of cement plant fuel lines.
Dedicated dispensers integrate multi-stage inline filtration. Before the diesel ever reaches the O-rings of the oval gear meter, it passes through an industrial Y-strainer and a micron-rated particulate filter. This not only protects the ±0.2% calibration of the flow meter but actively prevents premature injector failure in your factory's capital equipment.
3. Electrical Safety and Flameproof (Ex) Compliance
In petrochemical complexes or enclosed factory environments, voltage fluctuations are a daily reality. A standard 220V AC barrel pump motor is rarely engineered to handle the severe phase imbalances common in heavy industrial grids. More critically, they are not intrinsically safe.
For hazardous zones, IS 5765 and PESO regulations strictly dictate electrical safety. Our CE-124 Flameproof Dispenser is constructed with an Ex-d certified flameproof motor and a ruggedized enclosure. If an internal electrical fault creates an arc, the enclosure is mathematically engineered to contain the resulting explosion without igniting the ambient diesel vapors. You will not find this level of structural integrity in a commercially available drum pump—which is why safety auditors will immediately red-flag them.
Multi-Factor Comparison: Industrial Fuel Dispenser vs. Barrel Pump
When I sit down with procurement committees, we look at these exact engineering and operational differences to make an objective decision:
| Parameter | Standard Electric Barrel Pump | Industrial Diesel Dispenser (e.g., CE-204 / CE-201) |
| :— | :— | :— |
| Volumetric Accuracy | ± 2.0% to ± 5.0% (Viscosity dependent) | ± 0.5% standard; ± 0.2% on premium models |
| Measurement Tech | Turbine or simple flow switch | Positive Displacement (PDP) / Oval Gear |
| Duty Cycle | Intermittent (15-20 min max, prone to overheating) | Continuous industrial duty (Thermal overload protected) |
| Flow Rate Stability | Decreases significantly against head pressure | Constant displacement (up to 110 L/min for CE-201) |
| Data Logging | None / Manual ledger entry | 365-day onboard memory, receipt printer, batch totalisers |
| Legal Metrology | Non-compliant | Compliant with BIS and OIML R117 standards |
| Auto-Shutoff | Rare; requires manual monitoring | Standard auto-shutoff nozzles to prevent hazardous spills |

The Financial Reality: TCO and ROI Calculation
Googling 'diesel filling machine price in india' and sorting by the lowest upfront cost is a fast way to bleed your Opex budget. Procurement decisions based solely on the initial price tag are fundamentally flawed because they ignore Total Cost of Ownership (TCO) and operational shrinkage.
Consider this conservative calculation from a recent audit I conducted at a mid-sized automotive parts manufacturing factory in Pune:
The Baseline:
- Daily Diesel Throughput: 1,500 Litres (Forklifts, DG sets, transport fleet)
- Annual Operating Days: 300 Days
- Total Annual Volume: 450,000 Litres
- Current Diesel Price (Approx): Rs. 90 / Litre
Setup A: Electric Barrel Pump (Capital Cost: Rs. 18,000)
- Average Calibration Drift/Error: 2.0%
- Annual Fuel Unaccounted For: 9,000 Litres
- Annual Financial Leakage: Rs. 8,10,000
Setup B: CE-204 High Accuracy Dispenser (Capital Cost: Starting Rs. 95,000)
- Guaranteed Accuracy: ±0.2%
- Annual Fuel Unaccounted For: Max 900 Litres
- Annual Financial Leakage: Rs. 81,000
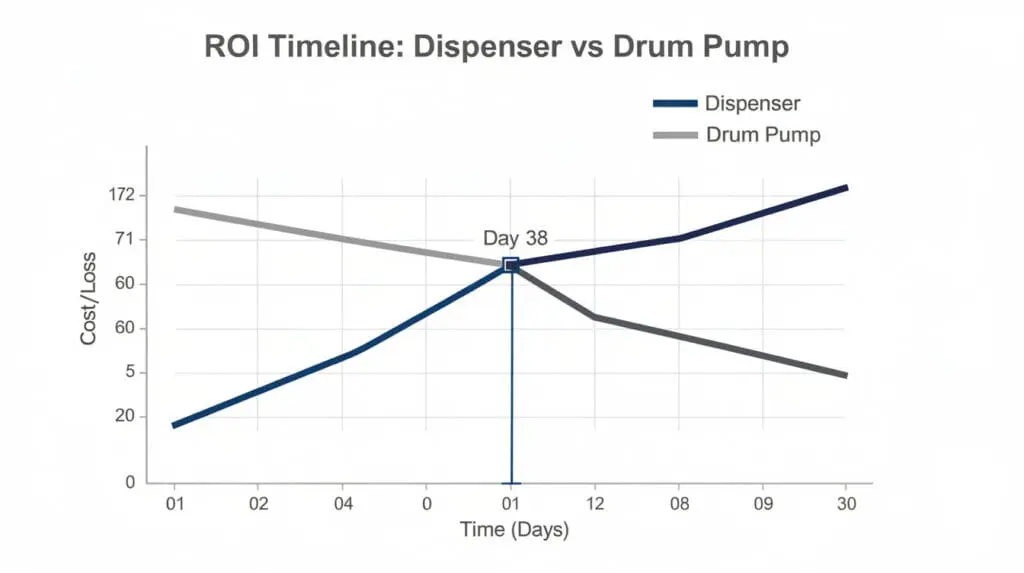
The ROI Breakdown:
By investing an additional Rs. 77,000 upfront in a precision metrology system, the factory saves Rs. 7,29,000 in untracked fuel in year one alone. The CE-204 pays for its own capital cost within the first 38 days of operation.
Beyond just the fuel savings, the CE-204 integrates a 365-day transaction memory and an optional receipt printer. When the night-shift operator issues fuel to a vehicle, the machine mandates a preset volume and logs the exact transaction. The days of "rounding up" on the paper ledger are over.
If you want to look closer at lifecycle expenses, I strongly recommend reading my detailed breakdown on Diesel Dispenser Total Cost of Ownership in India: 5-Year Opex, Spares, and Uptime ROI.
Selection and Sizing Guide for Factory Depots
Specifying the right equipment requires matching the pump curve and meter configuration to your specific operational constraints. Here is exactly how I size systems for our clients based on the Chintan Engineers product catalog:
1. For Basic Factory Transfer (30-50 LPM)
If your objective is strictly moving fuel from static tanks to smaller stationary generators and strict auditing is secondary, the CE-117 Digital Dispenser is the engineered choice. Starting at roughly ₹44,000, it delivers a 40–60 L/min flow rate with ±0.5% accuracy. It operates on either 12/24V DC or 220V AC, features an ambient noise automatic shutoff nozzle, and uses a standard 25mm (1") connection. It fundamentally outperforms any barrel pump while keeping capital costs lean.
2. For Fleet Depots and Strict Auditing (60 LPM)
The CE-204 High Accuracy Digital Dispenser accounts for nearly 70% of our enterprise deployments. Why? Because it brings retail-petrol-pump level accountability directly to the factory floor. With its ±0.2% positive displacement meter and CPU-based preset controller, operators can program exactly 50 litres or Rs. 4,500 worth of fuel. Once the threshold is met, the system shuts the solenoid valve instantly. The onboard printer produces a hard-copy audit trail.
3. For High Volume Unloading & Bulk Transfer (110 – 200 LPM)
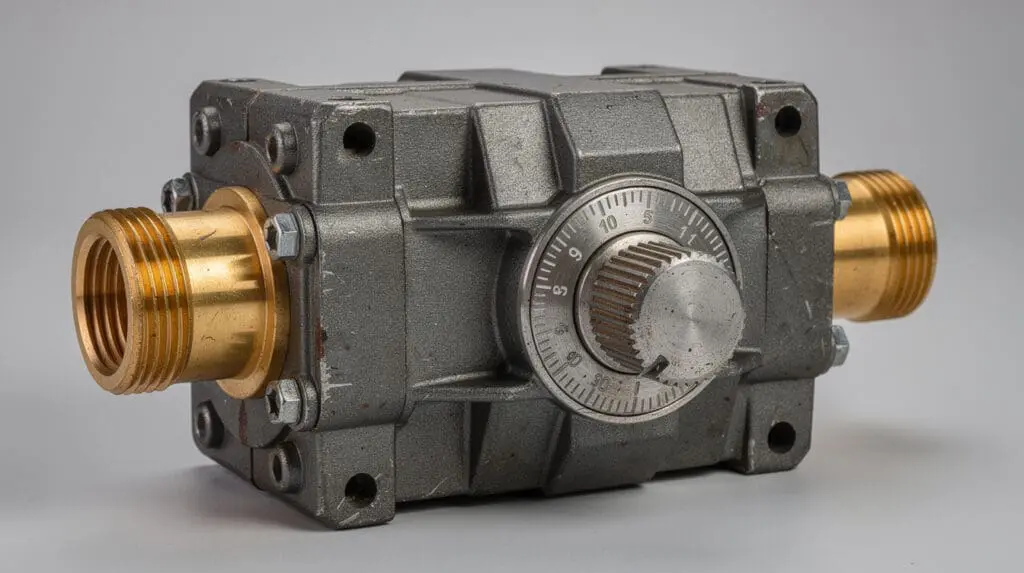
When you are receiving fuel from 20,000-litre tankers or feeding massive continuous-process DG sets, a standard 1-inch setup creates a severe pressure bottleneck. For this, I specify the CE-201 Heavy-Duty Dispenser or our Heavy Duty Preset Dispenser (50-200 L/MIN). The CE-201 utilizes a heavy-duty 440 V AC (3 Φ) 1.2 kW motor pushing fluid through massive 40mm (1.5") brass connections. It relies on a high-precision mechanical oval gear flow meter that refuses to drift even under maximum fluid velocity.
Installation and Maintenance in Indian Industrial Settings
I've seen brilliant, expensive equipment completely destroyed by careless plumbing. Even the most precisely engineered diesel filling machine will degrade if installed improperly.
1. Suction Line Sizing and Cavitation:
Never restrict the suction side of a rotary vane pump. If you purchase a CE-201 with a 1.5-inch inlet, do not adapt it down to a 1-inch pipe to save money on plumbing. The resulting fluid velocity increase creates a pressure drop that vaporizes the diesel, causing cavitation. I guarantee those micro-implosions will pit the sliding vanes and destroy the mechanical seal within six months.
2. The Mandate for Grounding:
Fluid flowing through rubber hoses generates significant static electricity. Standard PVC drum pump hoses lack anti-static wire braiding. All Chintan Engineer dispensers must be properly bonded to an earth pit (resistance < 4 ohms). We supply grounding guidance specifically to prevent static discharge sparks at the nozzle.
3. Mobile Deployment Considerations:
For operations like aggregate processing, bringing the machinery to the fuel point is economically unviable. If you are mounting our 12V/24V DC preset controllers onto mobile bowsers, vibration isolation is critical. For specific structural advice on these configurations, review our engineering guidelines for the Mobile Fuel Dispenser for Cement and RMC Plants: On-Site Diesel Issuing and Control.
4. Calibration Schedules:
Metrology is not a "set and forget" parameter. To maintain compliance with BIS & OIML Standards for Fuel Flow Meters in India, I mandate a master-meter calibration check every 6 months for high-volume factories. Chintan Engineers provides AMC contracts and exact calibration certificates traceable to national standards to ensure your audits remain flawless.
Frequently Asked Questions (FAQ)
1. What is the standard diesel filling machine price in India for industrial use?
Prices scale strictly with metrological accuracy and flow rate. An entry-level digital dispenser like the CE-117 starts around ₹44,000 (Ex-GST) delivering ±0.5% accuracy. High-accuracy preset models with thermal printers like the CE-204 start at ₹95,000. Heavy-duty 110 LPM models range higher based on motor specifications.
2. Can an electric barrel pump be calibrated to meet Legal Metrology standards?
No. The fundamental measuring mechanics of standard barrel pumps (typically simple turbine rotors) are highly susceptible to viscosity changes and fluid slip. They cannot sustain the ±0.2% accuracy thresholds required for legal, auditable fuel transfer, whereas Positive Displacement (PDP) meters in industrial dispensers can.
3. Will the 12V/24V DC models drain my vehicle battery during mobile fueling?
Models like the CE-117 or CE-202 configured for DC power are engineered with optimized amp draw. However, for extended fueling operations (transferring over 200 litres continuously), we recommend leaving the host vehicle's engine running to allow the alternator to support the load and prevent battery depletion.
4. How does the auto-shutoff nozzle work without an electronic sensor?
The auto-shutoff nozzles supplied with our dispensers operate on a Venturi vacuum principle. A small sensing port at the tip of the spout pulls a vacuum as fluid flows. When diesel reaches the tip of the nozzle, it blocks the port, shifting the internal pressure and mechanically releasing the trigger lock instantly—requiring no electricity at the nozzle itself.
5. Why is my current fuel meter showing 3% more fuel dispensed than actually delivered?
This is classic "fluid slip" due to meter wear or excessive system pressure bypassing the measuring chamber. If you are using a cheap inline turbine meter, worn bearings cause the rotor to under-rotate relative to the fluid volume. It is an engineering signal that you need to upgrade to an oval gear or PDP metrology system.
Engineering Recommendation
Stop treating fuel like a consumable and start treating it like liquid cash.
If your factory or fleet operation is dispensing fewer than 50 litres a day into miscellaneous cans, a barrel pump is an acceptable, low-cost tool. However, if your throughput exceeds 200 litres daily, utilizing a barrel pump is a fundamental engineering and financial error. The metrological inaccuracy, lack of data logging, and high failure rates in industrial environments will cost you exponentially more than the initial capital savings.
With thousands of installations across the subcontinent under my belt, here is my direct recommendation:
Upgrade your static fueling points to the CE-204 High Accuracy Digital Dispenser. For a starting investment of ₹95,000, you replace a highly inaccurate manual process with a highly regulated, ±0.2% accurate automated system. The onboard 365-day memory and receipt printer will eliminate ledger discrepancies overnight, and the industrial rotary vane pump will easily outlast three generations of standard barrel pumps.
For plants requiring bulk transfer at 110 L/min, specify the CE-201 Heavy-Duty Dispenser and ensure your piping is sized to 40mm to prevent cavitation.
Do not let an inadequate pump dictate your operational losses. Contact our engineering team at Chintan Engineers (+91-9974192731), send us your exact throughput requirements, and we will configure a flow measurement system that protects every single drop of your fuel inventory.
