















يُكلّف تجاوزٌ قدره 0.5% في خط تعبئة براميل زيت التشحيم سعة 200 لتر، والذي يُشغّل 500 برميل في كل وردية، عملياتكم ما يقارب 120 ألف روبية شهريًا كهدرٍ للمنتجات غير المُتتبّع. وعلى مدار عام، يصل هذا المبلغ إلى 1.44 مليون روبية تُخصم مباشرةً من أرباحكم النهائية، وذلك لأن صماماتكم اليدوية أو عدادات التدفق غير المُعايرة لا تستطيع ببساطة الاستجابة بالسرعة الكافية.
خلال 22 عامًا قضيتها في هندسة ومعايرة أنظمة قياس التدفق في مختلف أنحاء الهند - بدءًا من مصافي ONGC الضخمة وصولًا إلى وحدات المعالجة الكيميائية المتخصصة في منطقة فابي الصناعية - رأيت مديري المصانع ينفقون مبالغ طائلة على المواد الخام عالية الجودة، ليخسروا هوامش أرباحهم عند نقطة التوزيع. إذا كنت تعمل في مزج الإضافات، أو تعبئة المفاعلات، أو تغليف مواد التشحيم، فإن الدقة ليست ترفًا، بل هي أساس الربحية المطلق.
إليكم بالضبط كيف نحدد ونقوم بتكوين وحدة تحكم صناعية للخلط ووحدة تدفق تصل إلى دقة ±0.5% إلى ±0.2% في كل مرة، بغض النظر عما إذا كان سائل العملية الخاص بك مذيبًا رقيقًا كالماء أو زيت علبة تروس سميك.

في هذه المقالة
- البنية الأساسية لنظام خلط السوائل الأوتوماتيكي
- منطق وحدة التحكم المنطقية القابلة للبرمجة مقابل العدادات المُعدة مسبقًا: أي إعداد يناسب مصنعك؟
- اختيار مستشعر التدفق: الإزاحة الموجبة مقابل التوربين
- القضاء على التجاوز: آليات التحكم في الصمامات ثنائية المرحلة
- السياق الصناعي الهندي ومعايير الامتثال
- حقائق التركيب والصيانة
- الأسئلة الشائعة
- التوصية الهندسية النهائية
البنية الأساسية لنظام خلط السوائل الأوتوماتيكي
إن نظام خلط السوائل الأوتوماتيكي الفعال ليس مجرد عداد تدفق موصول بمضخة، بل هو حلقة متكاملة من القياس والمنطق والتحكم الآلي. عند تصميم وحدات خلط السوائل في شركة شينتان للهندسة، نعتمد في بنائها على أربعة ركائز أساسية لا تقبل المساومة:
- مستشعر التدفق: عادةً ما تكون عدادات الإزاحة الموجبة CE-110/111 أو مستشعرات التوربينات CE-210، والتي تولد نبضات كهربائية عالية الدقة تتناسب بشكل مباشر مع حجم السائل الذي يمر عبرها.
- المراقب: الذكاء الأساسي للعملية - إما نظام CE-136 Preset Batching System المستقل أو لوحة PLC/HMI المركزية التي تحسب النبضات وتنفذ منطق الوصفة.
- صمام التحكم: صمام لولبي ثنائي المراحل يعمل بالهواء المضغوط، ويوقف تدفق السوائل ميكانيكياً على مراحل لمنع ظاهرة الطرق المائي والتجاوز.
- معالجة السوائل: المصافي العلوية، وأجهزة إزالة الهواء، ومضخة النقل المناسبة (مثل مضخة نقل السوائل ذات التروس الدوارة عالية الحرارة) لضمان أن يقرأ العداد السائل الصلب فقط، خالياً من جيوب الهواء أو الحطام.
عندما يسألني مهندس المصنع عن سبب انحراف نظامهم الحالي، أجد دائمًا تقريبًا أن الخلل يكمن في تكامل هذه المكونات الأربعة. (تلميح: عادةً ما يلقون باللوم على العداد بينما يكون الصمام البطيء هو السبب الحقيقي.) لا يمكنك إصلاح صمام بطيء باستخدام وحدة تحكم منطقية قابلة للبرمجة (PLC) أسرع.
منطق وحدة التحكم المنطقية القابلة للبرمجة مقابل العدادات المُعدة مسبقًا: أي إعداد يناسب مصنعك؟
يتحكم جهاز التحكم في سرعة ودقة نظام عدّ الدُفعات باستخدام مقياس التدفق. غالبًا ما يطلب مهندسو المصانع تكاملًا كاملًا مع وحدة التحكم المنطقية القابلة للبرمجة (PLC)، ظنًا منهم أن ذلك ضروري لتحقيق دقة عالية. عمليًا، غالبًا ما يتفوق جهاز التحكم المخصص للدُفعات المُبرمجة مسبقًا على وحدة التحكم المنطقية القابلة للبرمجة العامة من حيث سرعة عدّ النبضات.
وحدة التحكم المخصصة للدفعات المسبقة الضبط (CE-136)
نظام التحكم الصناعي المخصص للخلطات، مثل نظام CE-136 Preset Batching System، مصمم خصيصاً لمهمة واحدة: التوزيع الدقيق. فلماذا تعقيد الأمور إن لم يكن ذلك ضرورياً؟
- كيف يعمل؟ يقوم المشغل بإدخال الحجم المطلوب (مثلاً، 250 لترًا) ثم يضغط على زر البدء. يتحكم جهاز CE-136 في صمامات التشغيل/الإيقاف التي تعمل بالكهرباء، ويقطع التدفق في اللحظة التي يتطابق فيها عدد النبضات مع الحجم المستهدف.
- الأفضل لـ: محطات تعبئة براميل مخصصة، وأذرع تحميل الشاحنات، وتعبئة المفاعلات أحادية السائل.
- الإيجابيات: استجابة فورية للصمام، واستبدال ميداني سهل الاستخدام للمشغل، ومعايرة سهلة بدون برمجة منطقية متدرجة. (لقد شاهدت عمال الخطوط وهم يستبدلون هذه الأجهزة ويعيدون معايرتها في أقل من 15 دقيقة.)
أتمتة كاملة باستخدام PLC/HMI
عندما تتطلب عملية ما إدارة وصفة متعددة المكونات، فإننا نحدد لوحة منطق التجميع القائمة على وحدة التحكم المنطقية القابلة للبرمجة (PLC).
- كيف يعمل؟ تقوم وحدة التحكم المنطقية القابلة للبرمجة (PLC) بالتحكم في مضخات متعددة وصمامات متعددة، وسحب السوائل من خزانات مختلفة بنسب محددة، مع تسجيل بيانات الدفعات في نظام تخطيط موارد المؤسسات (ERP) الخاص بالمصنع عبر Ethernet/Modbus.
- الأفضل لـ: مزج الوقود المعقد، ووحدات خلط المواد الكيميائية، ووحدات الجرعات الآلية لخطوط التجميع.
- الإيجابيات: تخزين غير محدود للوصفات، وتكامل مع نظام SCADA، ومزامنة متعددة التدفقات.
| ميزة | وحدة التحكم المسبقة الضبط CE-136 | نظام قائم على PLC/HMI |
| :— | :— | :— |
| التكلفة الأولية | منخفض إلى متوسط | عالي |
| تدريب المشغلين | الحد الأدنى (10 دقائق) | متوسط (يتطلب نظام ملاحة HMI) |
| مزج السوائل المتعددة | محدود (تركيز على مسار واحد) | ممتاز (يتعامل مع المشعبات المعقدة) |
| تسجيل البيانات | طباعة التذاكر المحلية | التكامل الكامل بين نظام تخطيط موارد المؤسسات (ERP) ونظام تنفيذ التصنيع (MES) |
| سرعة التحكم في الصمام | سريع للغاية (مقاطعة مباشرة للأجهزة) | سريع (يعتمد على وقت المسح) |
نصيحة احترافية: إذا كنت تستخدم وحدة تحكم منطقية قابلة للبرمجة (PLC) لحساب النبضات عالية التردد من مقياس التدفق، فتأكد من توصيلها ببطاقة إدخال عداد عالي السرعة (HSC). تتميز بطاقات الإدخال المنفصلة القياسية بأوقات مسح بطيئة للغاية، مما قد يؤدي إلى تفويت بعض النبضات وزيادة كمية المنتج في الدفعة.
هل تصمم محطة وقود جديدة؟
بإمكان فريقنا مساعدتك في اختيار بنية التحكم الدقيقة التي تناسب متطلباتك الخاصة بالسوائل ومعدلات التدفق.
اختيار مستشعر التدفق: الإزاحة الموجبة مقابل التوربين
لقد قمت بمعايرة عدد كافٍ من عدادات التوربينات لأعرف أنها لا تُستخدم مع السوائل اللزجة. ومع ذلك، أراها تُركّب باستمرار على خطوط النفط الثقيل لمجرد توفير بضعة روبيات في البداية. إن المبدأ الفيزيائي لعداد التدفق هو ما يحدد نجاح نظام خلط السوائل الأوتوماتيكي لديك.
عدادات الإزاحة الموجبة (PD) (CE-110/111)
بالنسبة للسوائل ذات اللزوجة المتغيرة أو العالية (زيوت التشحيم، والراتنجات، والديزل، والمواد الكيميائية المتخصصة حتى 5000 ملي باسكال.ثانية)، فإن الإزاحة الموجبة هي المعيار الوحيد الذي أوصي به. تقوم عدادات الإزاحة الموجبة بحجز حجم محدد من السائل في حجرة قياس ميكانيكية (مثل التروس البيضاوية أو الريش الدوارة) وتمريره إلى أسفل المجرى.
- الميزة: اللزوجة في الواقع يحسّن يتم تحسين دقة مقياس PD عن طريق إحكام إغلاق الخلوصات الداخلية، مما يقلل من "الانزلاق". تحقق منصات الحفظ الخاصة بنا والمبنية على معيار CE-113 دقة ±0.2% باستخدام تقنية PD.
- المعايير: تم بناؤه وفقًا لإرشادات IS 14883 لقياس الإزاحة الإيجابية.
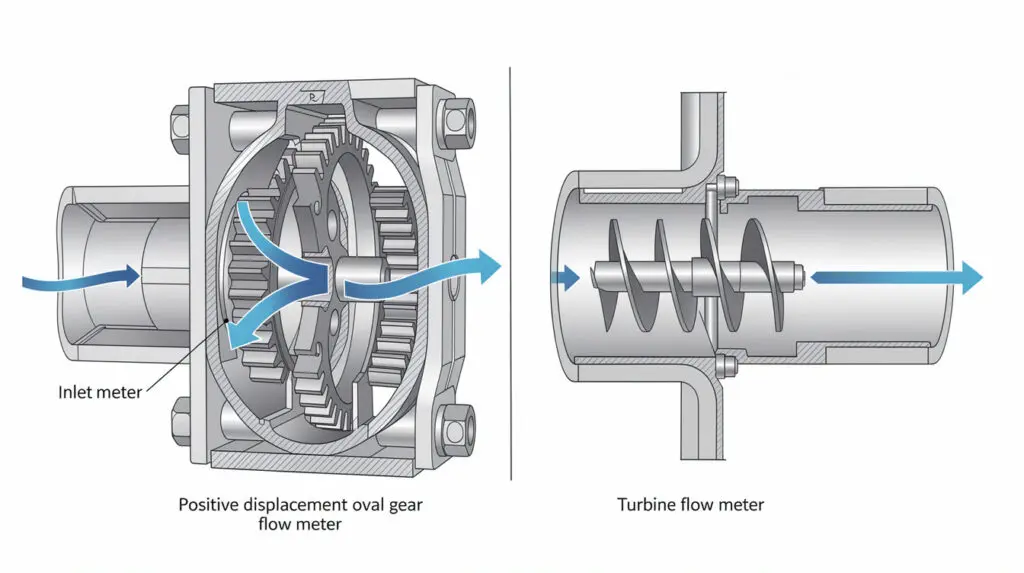
عدادات التوربينات / الحلزونية (CE-210)
بالنسبة للسوائل النظيفة منخفضة اللزوجة (كالماء والمذيبات الخفيفة والبنزين)، يوفر مقياس التوربين CE-210 حلاً فعالاً من حيث التكلفة وصغير الحجم. يدور السائل دوارًا، ويقوم لاقط مغناطيسي بحساب عدد مرات مرور الشفرات. إنها آلية بسيطة وجميلة، إلى أن يصبح السائل أكثر لزوجة.
- القيد: عندما تتغير اللزوجة نتيجة لتغيرات درجة الحرارة المحيطة (تخيل فرقًا بين صباح بارد في ديسمبر وعصر حار في مايو في خزانات غير معزولة)، يتغير منحنى مقاومة دوار التوربين. يؤدي هذا إلى خلل في معامل K (عدد النبضات لكل لتر)، مما ينتج عنه أخطاء في عملية الخلط.
تحذير: لا تقم أبدًا بتركيب مقياس توربيني على خط نقل زيوت التشحيم الثقيلة أو دبس السكر. سيؤدي الاحتكاك إلى توقف الدوار، مما يشكل عنق زجاجة للضغط وينتج عنه نبضات غير دقيقة بشكل كبير.
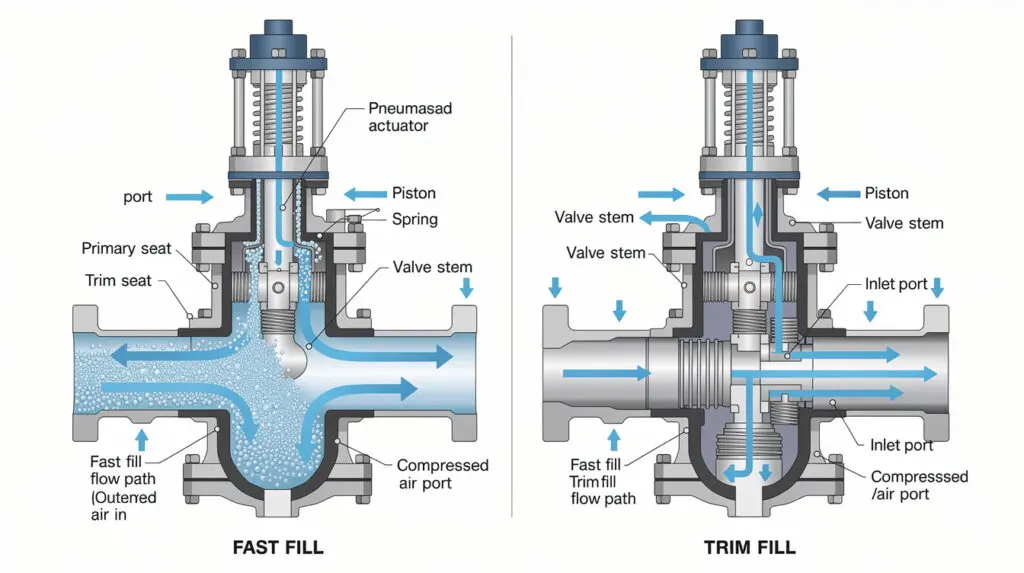
القضاء على التجاوز: آليات التحكم في الصمامات ثنائية المرحلة
أكبر عدو لنظام خلط السوائل هو زخم السائل، وهو ما يُعرف بمشكلة "السائل المتطاير". فإذا كنت تضخ 120 لترًا/دقيقة في برميل، وأرسلت أمر "إيقاف" واحدًا إلى صمام قياسي عند بلوغ 200 لتر، فإن الوقت اللازم لإغلاق الصمام ميكانيكيًا - بالإضافة إلى زخم السائل في الأنبوب - سيؤدي إلى وجود 201.5 لترًا في البرميل.
نتخلص من هذا باستخدام صمامات تعمل بالهواء المضغوط ثنائية المرحلة.
إليكم كيفية عمل المنطق في وحدات التحكم المسبقة الضبط CE-136 الخاصة بنا:
- تعبئة سريعة: تفتح مرحلتا الصمام بالكامل. يقوم النظام بالتوزيع بأقصى معدل تدفق (على سبيل المثال، 120 لتر/دقيقة) لتوفير الوقت.
- تعبئة بطيئة / تقليم: عندما تصل الدفعة إلى 95% من الحجم المستهدف، يقوم جهاز التحكم بإغلاق مرحلة الصمام الرئيسية. ينخفض التدفق إلى حد ضئيل (على سبيل المثال، 10 لتر/دقيقة).
- الإيقاف النهائي: عند الزمن 100% بالضبط، تُغلق المرحلة الثانوية فجأة. ولأن معدل التدفق كان مُقللاً بالفعل، فإن زخم الخط يكاد يكون معدوماً، وينتج عن زمن الإغلاق الميكانيكي تجاوز أقل من بضعة ملليلترات.
يضمن هذا التنفيذ الهندسي البسيط أن يكون التجاوز أقل من ±0.5 %، مما يحافظ على مخزونك ويحمي هوامش ربحك.
السياق الصناعي الهندي ومعايير الامتثال
عندما أقوم بتشغيل الأنظمة في المراكز الصناعية مثل منطقة أنكليشوار الصناعية أو المناطق الساحلية في داهيج، يجب أن آخذ في الاعتبار الحقائق البيئية التي غالباً ما تتجاهلها أوراق المواصفات الأوروبية.
القياس القانوني وOIML R117
إذا تم استخدام نظام التجميع الخاص بك لنقل الحيازة (بيع السوائل بالحجم إلى طرف ثالث)، فيجب أن يلتزم النظام بقانون القياس القانوني في الهند.
- يجب أن تتوافق عداداتك مع معيار OIML R117 (أنظمة القياس الديناميكية للسوائل غير الماء).
- نستخدم وحدات تخزين معتمدة وفقًا لمعيار CE-113 ومجهزة بأجهزة إزالة الهواء. لماذا؟ لأنه لا يجوز قانونًا بيع الهواء المحتبس للعميل. فإذا حدث تجويف في المضخة ودفعت كمية كبيرة من الهواء عبر مقياس التدفق، فسيدور المقياس ويُحمّل العميل تكلفة المساحة الفارغة. يقوم جهاز إزالة الهواء بإزالة هذا الهواء قبل وصوله إلى حجرة القياس.
هل تعلم؟ وفقًا للوائح IS 5765 لقياس حجم السوائل، فإن تضمين مزيل الهواء الميكانيكي ومصفاة في اتجاه المنبع أمر إلزامي لأي وحدة قياس معتمدة لنقل الحيازة.
المرونة البيئية
- تقلبات الجهد: تُلحق شبكات الطاقة غير المستقرة في المناطق الصناعية الريفية أضرارًا جسيمة بالأجهزة الإلكترونية الحساسة. لقد رأيتُ موصلات كهربائية قياسية تُلحم وتُغلق أثناء انخفاض الجهد، مما يُتلف دفعة كاملة. تتكامل عدادات CE-Setstop المُسبقة الضبط ولوحات PLC الخاصة بنا مع مصادر طاقة SMPS قوية وحواجز عزل لمنع تشوه النبضات أثناء ارتفاعات الجهد المفاجئة.
- التآكل والرطوبة: في المناطق الساحلية من ولايتي غوجارات وماهاراشترا، تتسبب رطوبة موسم الرياح الموسمية في تلف الهياكل الفولاذية العادية. لذا، نستخدم هياكل من الفولاذ المقاوم للصدأ SS-304/SS-316 (مثل تلك الموجودة في مقياس تدفق غاز البترول المسال CE-143) وهياكل من الألومنيوم المصبوب المقاوم للهب (Ex d) في مواقع البتروكيماويات.
هل تحتاج إلى نظام مصمم خصيصًا للبيئات الصناعية القاسية؟
نقوم بتصنيع مشعبات خلط مخصصة من الفولاذ المقاوم للصدأ مع أغلفة مقاومة للهب من نوع Ex d للمناطق الخطرة.
حقائق التركيب والصيانة
لا تكون دقة نظام خلط السوائل إلا بقدر دقة جدول صيانته. بعد مئات عمليات التركيب في جميع أنحاء الهند، أطبق هذه القواعد الأربع التي لا تقبل المساومة في هذا المجال:
- الترشيح في المنبع إلزامي: لقد رأيتُ قطعة صغيرة من خبث اللحام تُتلف الأجزاء الداخلية لعداد إزاحة موجبة بقيمة ٨٠,٠٠٠ روبية هندية. ركّب مصفاة بفتحات ٤٠ شبكة قبل العداد عند استخدام زيوت التشحيم، ومصفاة بفتحات ٨٠ شبكة عند استخدام أنواع الوقود الأخف. نظّف سلة العداد شهريًا.
- الضخ المتطابق: لا تُقلل من تدفق السائل إلى عدادك. يجب أن يُشحن النظام مع مضخة متوافقة. بالنسبة للسوائل اللزجة التي تصل درجة حرارتها إلى 200 درجة مئوية، نوصي باستخدام مضخة نقل السوائل ذات التروس الدوارة، مما يضمن ضغطًا ثابتًا للخط دون حدوث تجويف.
- التأريض الساكن: عند تعبئة الوقود أو المذيبات عالية السرعة في البراميل، تتراكم الكهرباء الساكنة بسرعة. لا تتجاهل هذه الخطوة؛ فشرارة كهربائية بالقرب من خط تعبئة المذيبات قد تؤدي إلى كارثة. تأكد من أن نظامك مزود بنقاط تأريض ثابتة مدمجة في وحدة التحكم (لن يعمل النظام إلا إذا تم توصيل مشبك التأريض).
- المعايرة الروتينية: يتغير معامل K للمقياس بمرور الوقت نتيجة لتآكل الأجزاء الميكانيكية. لذا، يُنصح بتطبيق جدول معايرة نصف سنوي باستخدام خزان معايرة معتمد.

للحصول على مزيد من المعلومات حول دمج حلول الضخ مع بنية التخزين الخاصة بك، يُرجى الرجوع إلى قسمنا. مضخات البولي بروبيلين لصبغ المنسوجات: دليل هندسي ومواصفات.
الأسئلة الشائعة
ما هي أحجام الدفعات التي يمكن لنظام خلط السوائل القياسي التعامل معها؟
نقوم عادةً بتصميم أنظمة متكاملة جاهزة للاستخدام لمعالجة كميات تتراوح بين 5 و1000 لتر لكل دفعة. ومن خلال تعديل أحجام أنابيب التوزيع واستخدام منطق الصمامات متعددة المراحل، يمكننا الحفاظ على تجاوز أقل من ±0.5 % عبر هذا النطاق بأكمله.
هل يستطيع النظام التعامل مع السوائل عالية اللزوجة مثل زيت التروس أو دبس السكر؟
بالتأكيد. نستخدم عدادات الإزاحة الموجبة (CE-110/111) ومضخات نقل السوائل الدوارة المتوافقة معها. تتميز عدادات الإزاحة الموجبة بدقة أعلى مع السوائل ذات اللزوجة العالية (حتى 5000 ملي باسكال.ثانية) نظرًا لانخفاض الانزلاق الداخلي.
كيف يتواصل جهاز التحكم في عمليات الخلط الصناعية مع نظام تخطيط موارد المؤسسات (ERP) الخاص بمصنعنا؟
توفر أنظمة PLC/HMI الحديثة، والعدادات المُسبقة الضبط المتقدمة، مخارج نبضية، وإشارات تناظرية من 4 إلى 20 مللي أمبير، واتصال إيثرنت/مودبوس RS485. يتيح لك ذلك إرسال بيانات القياس عن بُعد في الوقت الفعلي مباشرةً إلى أنظمة SCADA أو ERP الخاصة بك لتتبع المخزون.
هل نحتاج إلى وحدة تحكم منطقية قابلة للبرمجة (PLC)، أم أن عدادًا مضبوطًا مسبقًا يكفي؟
إذا كنت تقوم بتعبئة سائل واحد في خزان أو برميل بناءً على الحجم فقط، فإن عدادًا مُعدًا مسبقًا (مثل CE-136) أسرع وأرخص وأكثر دقة. أما إذا كنت تقوم بخلط مكونات متعددة بنسب محددة، فأنت بحاجة إلى منطق PLC.
هل المنصة مناسبة للمناطق البتروكيماوية الخطرة؟
نعم. نحن نوفر حواجز آمنة بطبيعتها، ومحركات مقاومة للهب (Ex d)، وحاويات إلكترونية مقاومة للانفجار مصممة خصيصًا لتتوافق مع معايير PESO للمواقع البتروكيماوية الخطرة من المنطقة 1 والمنطقة 2.
التوصية الهندسية النهائية
إن اختيار نظام الخلط السائل الأوتوماتيكي المناسب يعتمد على احترام فيزياء السائل وواقع بيئة المصنع.
إذا كنت تقوم بتشغيل خط تعبئة براميل عالي الحجم أو تقوم بخلط مواد كيميائية عالية القيمة، فإن نصيحتي هي بناء نظامك حول مقياس تدفق الإزاحة الموجبة المقترن بوحدة تحكم CE-136 مسبقة الضبط وصمام هوائي ثنائي المرحلة.
يُوفر هذا التكوين تحديدًا أعلى دقة (±0.5% قياسي، ±0.2% مُحسَّن) وأسرع عائد على الاستثمار من خلال القضاء التام على هدر المنتج الناتج عن التجاوز. لمزيد من المواصفات التفصيلية، يُرجى الاطلاع على دليل اختيار نظام خلط السوائل ومواصفاته أو استكشف إعدادات الهاتف المحمول في قسمنا تحديد أحجام ومواصفات موزعات الوقود المتنقلة: دليل المهندس.
لا تدع هندسة القياس الضعيفة تستنزف أرباحك.
هل أنت مستعد للتخلص من تجاوزات الدفعات؟
شاركنا لزوجة السائل، وحجم الدفعات المستهدفة، وضغط الخط. سيقوم مهندسونا بتصميم وحدة مخصصة بدقة مضمونة.
