















في هذه المقالة:
- فيزياء "التجاوز" ولماذا لا تستطيع صماماتك مواكبة ذلك
- تشخيص أخطاء نظام الخلط الآلي: الانحراف مقابل التكرارية
- استكشاف أعطال وحدة التحكم في الخلط: الأسباب الكهربائية
- دليل تحديد المقاسات والاختيار: مطابقة المنصة مع العملية
- تطبيقات عملية في السياقات الصناعية الهندية
- إجراءات التركيب والصيانة لمنع الانحراف
- الأسئلة الشائعة
- أفكار أخيرة حول دقة التجميع
- استنادًا إلى بيانات ميدانية على مدى 22 عامًا، إليكم توصيتي لعملياتكم:
قد يبدو تجاوز 0.5 لتر في كل دلو زيت سعة 20 لترًا خطأً بسيطًا في تقريب شاشة العرض. لكن إذا كان خط الإنتاج لديك يملأ 1000 دلو يوميًا، فإن هذا "الخطأ البسيط" يُهدر 500 لتر من المنتج النهائي يوميًا. وبسعر 150 روبية للتر، يتكبد مصنعك خسائر سنوية قدرها 2.25 كرور روبية في المخزون غير المُفوتر. هل ستتجاهل ذلك حقًا؟
لقد أمضيتُ 22 عامًا في تصميم وضبط ومعايرة أنظمة قياس التدفق في جميع أنحاء الهند، من بيئات داهيج الرطبة والمُسببة للتآكل إلى مناطق غوجارات الصناعية المُغبرة في سوراشترا. والحقيقة الهندسية واضحة: نادرًا ما تنجم أخطاء أنظمة الخلط الآلي عن عطل كارثي واحد، بل هي دائمًا نتيجة تراكم التأخيرات المادية، والتشويش الكهربائي، وتآكل التفاوتات الميكانيكية التي تُؤدي تدريجيًا إلى تدمير دقة القياس الحجمي.
إذا كُلّفتَ بمهمة تشخيص أعطال نظام خلط السوائل، فلا مجال للتخمين. عليك فصل آلية عمل السائل عن منطق وحدة التحكم. سأشرح بالتفصيل أسباب انحراف وحدات الخلط، وأسباب عدم إغلاق الصمامات في الوقت المناسب، وكيفية حل مشاكل دقة جرعات السوائل هذه نهائيًا.
فيزياء "التجاوز" ولماذا لا تستطيع صماماتك مواكبة ذلك
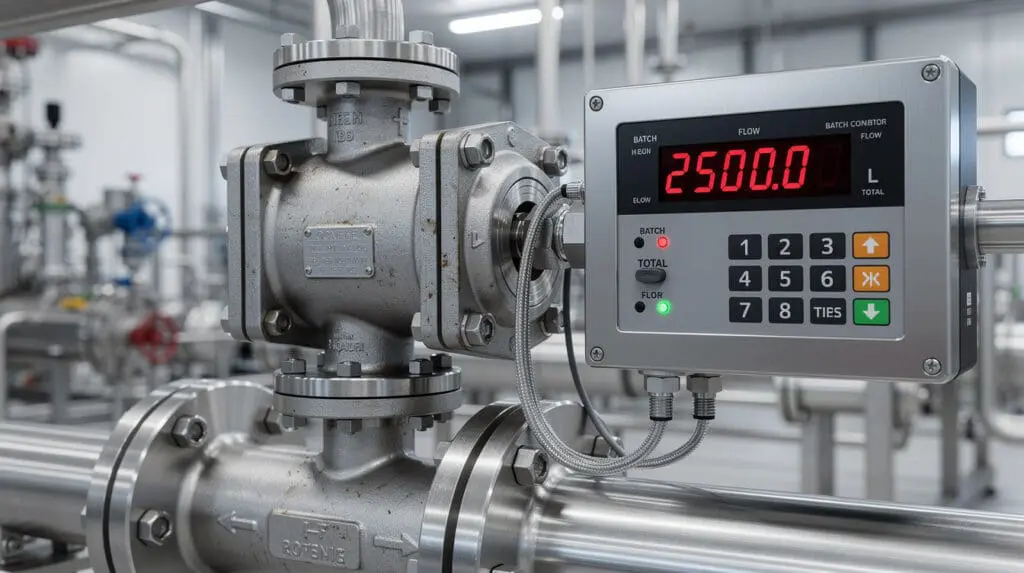
أكثر الشكاوى شيوعاً التي أسمعها بخصوص مشاكل دقة جرعات السوائل هي تجاوز الكمية المحددة. يقوم المشغل بإدخال 200 لتر، لكن النظام يُخرج 201.5 لتر.
يُثير غضبي بشدة عندما يُلقي الفنيون عديمو الخبرة باللوم مباشرةً على معايرة مقياس التدفق. في تسعين بالمئة من الحالات، يكون المقياس سليمًا تمامًا. ما السبب الحقيقي؟ قصور النظام وتأخر إغلاق الصمام. لا يُمكن التلاعب بقوانين الفيزياء.
عندما يمر سائل عبر أنبوب قطره بوصتان بمعدل 120 لترًا/دقيقة، فإنه يمتلك طاقة حركية هائلة. وعندما يصل جهاز التحكم في الدفعات إلى الحجم المستهدف ويرسل إشارة تيار مستمر 24 فولت إلى الصمام اللولبي لإغلاقه، تحدث ثلاثة تأخيرات متميزة:
- وقت مسح وحدة التحكم: تستغرق وحدة التحكم المنطقية القابلة للبرمجة أو وحدة التحكم المسبقة من 10 إلى 50 مللي ثانية لمعالجة النبضة وتفعيل الإخراج.
- تأخير المرحل الكهربائي: يستغرق تفعيل الملف اللولبي من 20 إلى 40 مللي ثانية أخرى.
- تأخير التشغيل الميكانيكي: يستغرق صمام الكرة أو الفراشة الذي يتم تشغيله بالهواء المضغوط ما بين 200 إلى 500 مللي ثانية للتحرك فعليًا من وضع الفتح 100% إلى وضع الإغلاق 0%.
خلال فترة التأخير التي تتراوح بين 300 و600 مللي ثانية، يستمر السائل في التدفق عبر العداد. عند معدل تدفق 120 لتر/دقيقة (2 لتر/ثانية)، ينتج عن تأخير نصف ثانية زيادة في التدفق بمقدار لتر واحد بالضبط.
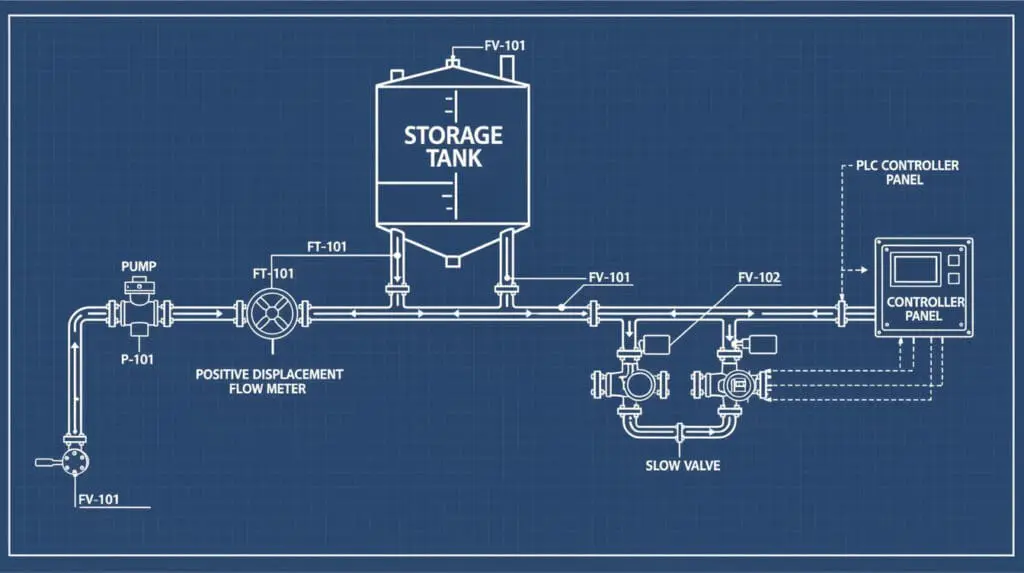
الحل الهندسي: الخلط على مرحلتين
للتخلص من تجاوز التدفق الحركي، نستخدم منطق الصمامات ثنائي المرحلة (سريع/بطيء). عند تشغيل معدات مثل نظام الخلط المسبق CE-136، لا أسمح أبدًا بانقطاع التدفق فجأة. بدلًا من ذلك، نستخدم صمامين يعملان بالكهرباء (أو صمامًا واحدًا ثنائي المرحلة) لإيقاف التدفق تدريجيًا.
إذا كانت الدفعة 200 لتر:
- من 0 إلى 190 لترًا: كلا الصمامين، السريع والبطيء، مفتوحان. التدفق عند أقصى سعة (على سبيل المثال، 120 لتر/دقيقة).
- عند 190 لتر (نقطة ما قبل الرحلة): يقوم جهاز التحكم بخفض صمام السرعة. ويتم تقليل التدفق إلى معدل "ضبط" يبلغ 15 لترًا/دقيقة عبر صمام البطء.
- عند 200 لتر: يُصدر أمرٌ بإغلاق الصمام البطيء. ولأن معدل التدفق أصبح ضئيلاً للغاية، فقد تلاشت الطاقة الحركية عملياً. ويؤدي تأخير الإغلاق الميكانيكي لمدة نصف ثانية إلى تجاوزٍ قد يصل إلى 0.05 لتر، وهو ضمن هامش التفاوت المسموح به ±0.5% المطلوب في المقاييس القانونية.
هل تحتاج إلى مساعدة في اختيار نظام خلط السوائل المناسب؟
يستطيع فريقنا الهندسي مطابقة التكوين الدقيق مع متطلبات التشغيل الخاصة بك.
تشخيص أخطاء نظام الخلط الآلي: الانحراف مقابل التكرارية
عندما يتصل بي مهندس مصنع بشأن مشاكل في جرعات السوائل، يكون طلبي الأول دائمًا هو استخراج سجلات الدفعات لآخر 50 دورة. لماذا؟ لأن هناك فرقًا شاسعًا بين دقة و قابلية التكرار.
إذا كانت الدفعات 202 لترًا، و202.1 لترًا، و201.9 لترًا، و202 لترًا، فإن النظام يتمتع بتكرارية ممتازة ولكن بدقة ضعيفة. هذه مشكلة بسيطة في معايرة عامل K في واجهة المستخدم الرسومية أو خطأ في المعايرة. يمكن إصلاحها بسهولة.
إذا كانت الدفعات 196 لترًا، و205 لترات، و192 لترًا، و208 لترات، فهذا يعني وجود خلل في التكرارية. وحسب خبرتي، فإن عدم انتظام التكرارية يشير إلى ثلاثة أعطال ميكانيكية مختلفة:
- الهواء المحصور: تقيس عدادات الإزاحة الموجبة الحجم، لكنها لا تستطيع التمييز بين لتر من السائل ولتر من الهواء. فإذا كانت المضخة تسحب الهواء من خزان شفط دوامي، فسيدور العداد بسرعة كبيرة، مما يؤدي إلى قراءة حجم خاطئ. الحل: تركيب جهاز تفريغ الهواء قبل العداد وفقًا لإرشادات OIML R117. لقد رأيت عدادات سليمة تمامًا تُتلف بسبب خلل في خط السحب.
- تغيرات اللزوجة في عدادات التوربينات: لقد قمت بمعايرة عدد كافٍ من عدادات التوربينات لأعرف أنها لا تُستخدم مع أنواع الوقود اللزجة أو درجات الحرارة المتغيرة. يتغير معامل انزلاق دوار التوربين بشكل كبير إذا انخفضت درجة حرارة زيت التشحيم من 40 درجة مئوية إلى 20 درجة مئوية خلال ليلة واحدة. إذا كنت تقوم بمعايرة أي شيء يزيد عن 10 ملي باسكال.ثانية، فاستبدل التوربين بمقياس ضغط إزاحة مناسب مثل CE-110 أو CE-111.
- التآكل الميكانيكي: مع مرور سنوات التشغيل، تتسبب الجسيمات الكاشطة في تآكل الدوارات في مقياس الإزاحة الموجبة، مما يزيد من الخلوص بين التروس وحجرة القياس. ينزلق السائل من فوق التروس دون قياسه، مما يؤدي إلى تقليل النظام لقيمة الحجم (مما يؤدي إلى زيادة فعلية في التوزيع).
استكشاف أعطال وحدة التحكم في الخلط: الأسباب الكهربائية
تُشكّل البيئات الصناعية الهندية تحديات كهربائية فريدة تتجاهلها تمامًا كتيبات المعدات الأوروبية أو الأمريكية القياسية. عند تشخيص أعطال وحدة التحكم في الخلط، يجب مراعاة جودة الطاقة.
في العديد من مجمعات GIDC، نلاحظ تذبذبًا كبيرًا في خطوط التيار المتردد 230 فولت بين 190 و250 فولت، اعتمادًا على أحمال أفران الحث المجاورة. عندما ينخفض الجهد إلى 190 فولت، يضعف المجال المغناطيسي الناتج عن ملفات الملف اللولبي للتيار المتردد. قد يستغرق صمامٌ ما، الذي يُغلق عادةً في 200 مللي ثانية، 600 مللي ثانية فجأةً، مما يُسبب تجاوزات عشوائية ومتقطعة تُحيّر فرق الصيانة.
الحماية من التشويش والضوضاء الإشارية:
تعتمد وحدات التحكم في الدفعات على مدخلات نبضية عالية السرعة من مستشعر الالتقاط المغناطيسي أو مستشعر تأثير هول في مقياس التدفق. لو كان لديّ روبية في كل مرة قام فيها مقاول كهربائي بتمرير كابلات نبضية منخفضة الجهد (24 فولت) في نفس مسار الكابلات مع كابلات طاقة محرك التردد المتغير (VFD) (415 فولت) لمضخات النقل، لكنتُ ثريًا. هذا يضمن حدوث تداخل كهرومغناطيسي (EMI). ستلتقط وحدة التحكم "نبضات وهمية" من ضوضاء محرك التردد المتغير، مما يؤدي إلى تسجيل تدفق عند إغلاق الصمام، أو التسبب في إنهاء الدفعة قبل الأوان.
قاعدة الملعب: استخدم دائمًا كابلات الزوج الملتوي المحمي (STP) لإشارات النبض، وقم بتأريض الغلاف عند طرف وحدة التحكم فقط لمنع حلقات التأريض، وحافظ على مسافة لا تقل عن 300 مم من خطوط التيار المتردد عالية الجهد.

هل تحتاج إلى مساعدة في اختيار نظام خلط السوائل المناسب؟
يستطيع فريقنا الهندسي مطابقة التكوين الدقيق مع متطلبات التشغيل الخاصة بك.
دليل تحديد المقاسات والاختيار: مطابقة المنصة مع العملية
إذا كنت تقوم بتحديث وحدة خلط معطلة، فيجب عليك مطابقة تصميمها مع السائل. إليك ما أوصي به عادةً لتحقيق أهداف القياس القانوني الصارمة من ±0.5% إلى ±0.2%:
لخلط الوقود الثقيل (المستودعات ومصنعي مولدات الطاقة):
- نظام: موزع مُعد مسبقًا شديد التحمل
- المواصفات: معدل تدفق 50-200 لتر/دقيقة، دقة ±0.5%، طاقة تيار متردد 220 فولت.
- إعدادات: يستخدم إعدادات مسبقة للحجم والكمية تصل إلى 9999 لترًا. مثالي لتعبئة البراميل بسرعة عالية حيث تظل لزوجة الديزل مستقرة نسبيًا.
لجرعات مواد التشحيم والمواد الكيميائية عالية اللزوجة:
- متر: مقياس تدفق الزيت CE-118
- المواصفات: 20-120 لتر/دقيقة، دقة ±0.5%، أقصى ضغط 3.4 ميجا باسكال (34 بار).
- إعدادات: نظرًا لأن جهاز CE-118 هو مقياس إزاحة موجب، فإن دقته الحجمية تظل مستقلة عن تغيرات اللزوجة. وقد قمنا بدمجه مع نظام CE-136 للخلط المسبق لضمان تشغيل الصمام الكهربائي بسلاسة.
لملء أوعية المفاعلات بدقة:
- نظام: نظام التجهيز المسبق CE-136
- المواصفات: يشتمل على وحدة تحكم قوية مسبقة الضبط للتوزيع مع خاصية الإيقاف التلقائي.
- إعدادات: عند ملء المفاعلات الكيميائية حيث تتطلب القياسات الكمية توازنات دقيقة بين الكتلة والحجم، فإن جهاز CE-136 المدمج مع صمامات الضبط السريعة/البطيئة التي تعمل بالهواء المضغوط يضمن لك عدم إتلاف دفعة بسبب التجاوز.
تطبيقات عملية في السياقات الصناعية الهندية
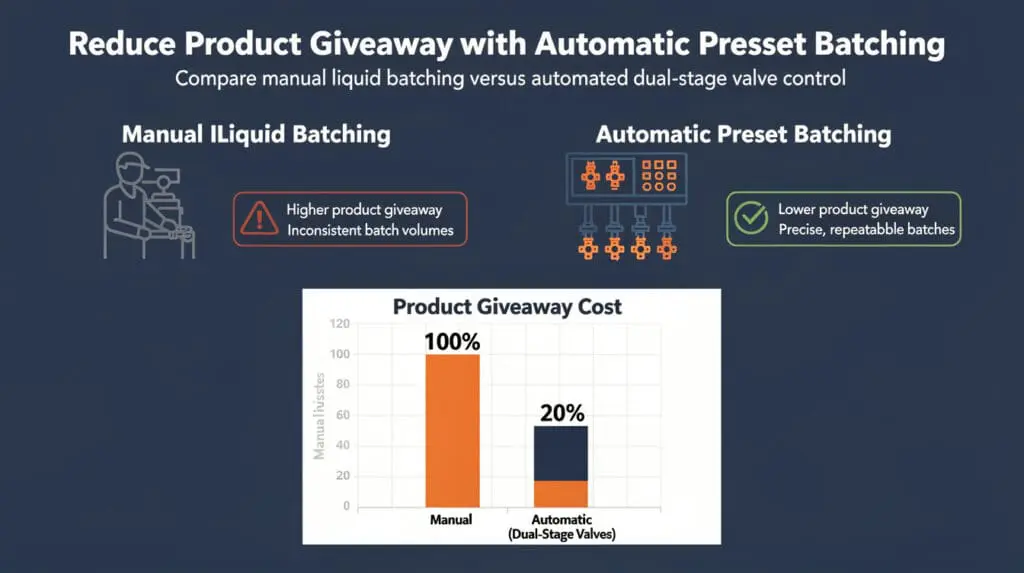
لنأخذ على سبيل المثال مصنع خلط زيوت التشحيم الذي زرته في سيلفاسا العام الماضي. كانوا يخلطون الزيوت الأساسية يدويًا في خزان الخلط باستخدام مقياس تدفق قياسي وصمام بوابة يدوي. وكان على المشغل مراقبة المؤشر الميكانيكي وإغلاق عجلة الصمام الثقيلة يدويًا عندما يقترب مستوى الزيت من 5000 لتر.
يختلف زمن رد فعل الإنسان. أحيانًا كانوا يتجاوزون الكمية المطلوبة بمقدار 15 لترًا، وأحيانًا بمقدار 40 لترًا. أدى ذلك إلى اختلال نسب المواد المضافة، مما تسبب في فشل الاختبارات المعملية وإعادة العمل المكلفة.
قمنا بإزالة خط التوزيع اليدوي واستبدلناه بنظام توزيع مسبق الضبط CE-136-DISP مُخصّص، مزود بمقياس CE-110 PD وصمامات هوائية ثنائية المرحلة. وقمنا بضبط منطق وحدة التحكم المنطقية القابلة للبرمجة (PLC) لتفعيل الصمام السريع عند 4850 لترًا، والصمام البطيء بدقة عند 5000 لتر.
والنتيجة؟ انخفض تباين الدفعات من ±30 لترًا إلى ±1.5 لترًا. استردوا رأس مالهم المستثمر من خلال توفير زيت الأساس، وتخلصوا من إعادة العمل في غضون 42 يومًا. إذا كنت ترغب في الاطلاع على تحليل أعمق للجدوى المالية لهذه التحسينات، فراجع تحليلنا المفصل حول حاسبة التكلفة الإجمالية للملكية والعائد على الاستثمار لعداد تدفق الديزل: فقدان الدقة، والحد من السرقة، وفترة الاسترداد.
إجراءات التركيب والصيانة لمنع الانحراف
يمكنك شراء أحدث وحدة تحكم منطقية قابلة للبرمجة (PLC) في العالم، لكنها لن تعوض عن ضعف التوصيلات الميكانيكية. فالتركيب الصحيح أمر بالغ الأهمية لضمان الاستقرار على المدى الطويل.
1. الترشيح في المنبع أمر لا يقبل المساومة
ستؤدي رواسب اللحام، وقشور الأنابيب، والصدأ المتراكم من خزانات التخزين القديمة إلى تلف دوارات عداد الإزاحة الموجبة. يجب تركيب مصفاة على شكل حرف Y بفتحات 100 ميكرون (150 ميكرون) مباشرةً قبل عداد الخلط. إذا تجاهلت هذه الخطوة لتوفير 5000 روبية، فستتلف عدادًا قيمته 80000 روبية في غضون أسبوع. لقد رأيت ذلك يحدث مرات لا تُحصى.
2. صيانة الضغط الخلفي
تتطلب أنظمة الخلط ضغطًا خلفيًا ثابتًا لمنع تبخر السائل أو حدوث تجويف داخل حجرة القياس، خاصةً مع المواد الكيميائية المتطايرة أو السوائل ذات درجات الحرارة العالية. تأكد من تركيب صمام ضغط خلفي أو أنبوب رفع بسيط أسفل العداد.
3. التحقق والمعايرة الروتينية
وفقًا لإرشادات المواصفة القياسية الهندية IS 14883، يجب التحقق دوريًا من معايرة عدادات الخلط المستخدمة في نقل الملكية أو الوصفات الحساسة. لا تنتظر الفحص السنوي للمقاييس القانونية. ينبغي على مهندسي المصنع استخدام وعاء معايرة حجمي معتمد (مثل وعاء قياس معياري سعة 200 لتر) للتحقق من معامل K كل ثلاثة أشهر.
للحصول على مزيد من التفاصيل حول تصميمات الأنابيب، اطلع على قسمنا دليل تركيب نظام خلط السوائل.
الأسئلة الشائعة
لماذا يتجاوز نظام التجميع التلقائي الخاص بي الحجم المستهدف بشكل غير متسق؟
عادةً ما ينتج التجاوز غير المنتظم عن تذبذب ضغط الهواء المضغوط الواصل إلى صمامات التشغيل، أو عن انخفاض الجهد الكهربائي الذي يؤثر على أوقات إغلاق الملف اللولبي. إذا انخفض ضغط الهواء من 6 بار إلى 4 بار عند تشغيل آلات أخرى في المصنع، فسيُغلق الصمام ببطء، مما يزيد حجم التجاوز بشكل غير متوقع.
كيف يمكنني إصلاح مشاكل دقة جرعات السوائل عندما تتغير لزوجة السائل بسبب درجة الحرارة؟
توقف عن استخدام عدادات التوربينات لقياس اللزوجة المتغيرة. استبدلها بعداد تدفق الإزاحة الموجبة (PD) مثل CE-118. تعزل عدادات الإزاحة الموجبة حجمًا فيزيائيًا محددًا من السائل بغض النظر عما إذا كان خفيفًا كالبنزين أو كثيفًا كزيت التروس عند درجة حرارة 15 درجة مئوية.
ما هي أفضل طريقة لتشخيص أخطاء وحدة التحكم في الدفعات المتعلقة بفقدان النبضات؟
ابدأ بفحص غلاف الكابل. تأكد من أنه كابل مزدوج ملتوي مؤرض فقط عند طرف وحدة التحكم. بعد ذلك، تحقق من المسافة بين مستشعر الالتقاط المغناطيسي وترس العداد؛ إذ يمكن أن يتسبب الاهتزاز الميكانيكي في انزلاق المستشعر مع مرور الوقت، مما ينتج عنه إشارة ضعيفة لا تستطيع وحدة التحكم التقاطها عند معدلات التدفق المنخفضة.
هل يمكنني ترقية نظام يدوي إلى نظام آلي لتجميع السوائل؟
بالتأكيد. يمكنك الاحتفاظ بمضخاتك وأنابيبك الحالية. كل ما علينا فعله هو تركيب وحدة تحكم CE-136 مسبقة الضبط، واستبدال صمامات البوابة اليدوية بصمامات لولبية تعمل بالهواء المضغوط، ودمج مقياس تدفق نبضي لأتمتة عملية قطع الدفعة بدقة تامة.
كم مرة يجب معايرة نظام التجميع المسبق؟
للاستخدام الصناعي المكثف (أكثر من 8 ساعات يوميًا)، أنصح بمعايرة العداد كل 3 إلى 6 أشهر باستخدام عداد حجمي معتمد. في حال معالجة السوائل الكاشطة، سيتطلب التآكل الميكانيكي تعديلات متكررة لمعامل K للحفاظ على دقة ±0.5%.
أفكار أخيرة حول دقة التجميع
لا يُعدّ تشخيص أعطال نظام خلط السوائل عملية معقدة، بل هو عملية منهجية تعتمد على استبعاد الأسباب المحتملة. يجب عليك فصل الظواهر الهيدروليكية (الطاقة الحركية، الهواء المحتبس، تغيرات اللزوجة) عن الشذوذات الكهربائية (انخفاض الجهد، ضوضاء التداخل الكهرومغناطيسي، تأخيرات وقت المسح).
من خلال تطبيق منطق الصمام ثنائي المرحلة للقضاء على التجاوز الحركي، واستخدام عدادات الإزاحة الموجبة لتجاهل تغيرات اللزوجة، وعزل كابلات الإشارة لضمان نقل النبضات النقية، يمكنك استعادة دقة التجميع إلى معايير ±0.5% أو ±0.2% الصارمة المطلوبة في العمليات الصناعية الحديثة.
استنادًا إلى بيانات ميدانية على مدى 22 عامًا، إليكم توصيتي لعملياتكم:
إذا كان مصنعك يعاني من مشاكل في تعبئة البراميل بشكل غير منتظم، أو في جرعات المواد الكيميائية، أو في عمليات خلط المواد في المفاعل، فتوقف عن استخدام الصمامات اليدوية وأنظمة التشغيل الآلي أحادية المرحلة. أوصي بشدة بالترقية إلى... نظام التجهيز المسبق CE-136 مقترنًا بـ مقياس تدفق الزيت CE-118.
تستخدم هذه البنية الدقيقة نظام تحكم ثنائي المراحل يعمل بالكهرباء للقضاء فعليًا على التجاوز، بينما يضمن تصميم الإزاحة الإيجابية لـ CE-118 دقة حجمية ±0.5% بغض النظر عن درجة الحرارة المحيطة أو تغيرات اللزوجة.
اطلب استشارة بشأن عمليات الخلط مع مواصفات السوائل وحجم الدفعة وأهداف الأتمتة الخاصة بك لدى شركة شينتان للمهندسين، وسيقوم فريقي بتصميم وحدة انزلاقية توفر أحجامًا دقيقة في كل مرة.
المنتجات المذكورة في هذه المقالة:
- نظام خلط السوائل — اطلع على المواصفات الكاملة واطلب عرض سعر
هل أنت مستعد لمناقشة متطلباتك؟
تواصل مع فريقنا الهندسي لتزويدهم بمواصفاتك. سنقدم لك توصية مفصلة بشأن التكوين.
