















يُعدّ اختيار تقنية قياس السوائل المناسبة من أهم القرارات التي تتخذها المنشآت الصناعية. فعند نقل كميات كبيرة من الوقود، ومواد التشحيم باهظة الثمن، والمضافات الكيميائية المتخصصة، قد يؤدي حتى انحراف طفيف في الحجم بمقدار 0.5% إلى خسائر مالية فادحة على مدار السنة المالية. غالبًا ما يواجه مديرو المصانع ومهندسو المشتريات معضلة عند تصميم بنية نقل السوائل: هل يعتمد النظام على فيزياء الإزاحة الموجبة أم على قياس التوربينات الحركية؟ لا يحدد الجواب تكلفة رأس المال الأولي فحسب، بل يحدد أيضًا اتساق الدفعات على المدى الطويل، ووقت توقف الصيانة، والامتثال العام للعملية في ظل درجات حرارة محيطة وحالات سوائل مختلفة.
يُحلل هذا الدليل التقني الشامل المبادئ الهندسية الكامنة وراء نظام خلط السوائل, يركز هذا التقرير تحديدًا على كيفية تأثير خيارات القياس على الأداء في بيئات صناعية عالمية صارمة. سواء كنت تُجهّز خط تجميع سيارات لتعبئة علب التروس بدقة، أو تُصمّم مستودعًا لنقل المواد لتحميل الديزل، أو تُهندس وحدة خلط مواد كيميائية تتطلب التزامًا صارمًا بمعايير القياس الدولية، فإن اختيار تصميم جهاز القياس المناسب أمر لا غنى عنه. من خلال تقييم عتبات لزوجة السوائل، ونسب التخفيض المطلوبة، وتفاوتات انخفاض الضغط، وهياكل أتمتة المنشأة، ستساعد هذه المقارنة المشترين الصناعيين عالميًا على تحديد حزمة خلط عالية الموثوقية والدقة وقليلة الصيانة.
في هذه المقالة
1. نظرة عامة على عائلة أنظمة خلط السوائل
في جوهرها، نظام خلط السوائل هي وحدة آلية متكاملة لإدارة السوائل، مصممة لقياس وخلط وتوزيع كميات دقيقة من السوائل. وبدلاً من الاعتماد على تدخل المشغل وصمامات الإغلاق اليدوية - التي تُؤدي حتماً إلى أخطاء بشرية وتجاوزات في كمية السوائل - تدمج هذه الأنظمة عدادات تدفق عالية الدقة مع وحدات تحكم ذكية مُسبقة الضبط، وصمامات تعمل بالهواء المضغوط سريعة الاستجابة، ومنطق قابل للبرمجة. والهدف القياسي هو تحقيق دقة حجمية تبلغ ±0.5% للجرعات الصناعية العامة، وتصل إلى ±0.2% في وحدات نقل الملكية المتقدمة القائمة على معيار CE-113.
تعتمد هذه المشعبات بشكل أساسي على تقنيتين رئيسيتين هما عدادات الإزاحة الموجبة (PD) وعدادات التوربينات. تعمل عدادات الإزاحة الموجبة CE-110/111 عن طريق حصر حجم معلوم من السائل في حجرة قياس مصنعة بدقة عالية. ومع دوران الدوارات أو التروس أو الريش الداخلية، تنقل هذه الدوارات أو التروس أو الريش "حزمًا" حجمية منفصلة من المدخل إلى المخرج. ولأن هذه العملية تعتمد أساسًا على الإزاحة الفيزيائية للسائل، فإن دقة عدادات الإزاحة الموجبة تعتمد على قياس حجم السائل. نظام خلط السوائل تبقى هذه المواد عملياً بمنأى عن تقلبات لزوجة السوائل أو أنماط التدفق المضطرب. وهذا ما يجعلها الخيار الأمثل للمواد التشحيمية الثقيلة والراتنجات والسوائل التي تتغير لزوجتها بتغيرات درجة الحرارة.
على النقيض من ذلك، يستخدم مقياس التوربين CE-210 الطاقة الحركية للسائل المتدفق لتدوير دوار محوري متعدد الشفرات مغمور. تتناسب سرعة دوران هذا الدوار طرديًا مع سرعة السائل. يستشعر ملف التقاط مغناطيسي مرور شفرات الدوار، مُولِّدًا نبضة خرج (عامل K) تُترجمها وحدة التحكم المنطقية القابلة للبرمجة (PLC) أو واجهة المستخدم الرسومية (HMI) إلى حجم. تُفضَّل مقاييس التوربين بشدة للسوائل النظيفة منخفضة اللزوجة مثل الديزل والبتروكيماويات الخفيفة والمذيبات. فهي توفر دقة تكرار استثنائية، وتتعامل مع معدلات تدفق عالية مع أدنى انخفاض في الضغط، وتتميز بحجم تركيب صغير. مع ذلك، فإن اعتمادها على ملف سرعة يمكن التنبؤ به يعني أنها تتطلب تهيئة التدفق في المنبع، وهي حساسة للغاية لتغيرات اللزوجة التي قد تُغير ديناميكيات الطبقة الحدية عبر شفرات التوربين.

2. مقارنة المواصفات وجهاً لوجه
لتصميم وحدة قياس صناعية متكاملة بشكل صحيح، يجب على المهندسين تقييم مواصفات الأداء الأساسية لكل نوع من أنواع العدادات في ظل ظروف التشغيل. تعكس البيانات أدناه القدرات التشغيلية لأنظمة خلط السوائل القياسية المدمجة بتقنيات الإزاحة الموجبة أو التوربينات، والتي تعمل بسعات قياسية تتراوح من 5 إلى 120 لتر/دقيقة لكل تدفق (مع توفر مشعبات مخصصة ذات سعة أعلى للتحميل بكميات كبيرة).
| الميزة / المواصفات | الإزاحة الإيجابية (CE-110/111) | مستشعر التوربين / الحلزوني (CE-210) | التأثير الهندسي |
| :— | :— | :— | :— |
| مبدأ التشغيل | الإزاحة الحجمية عبر غرف قياس مصنعة بدقة عالية. | نقل الطاقة الحركية التي تُحرك دوارًا محوريًا متعدد الشفرات. | يقيس نظام PD الحجم بشكل مباشر؛ بينما يستنتج التوربين الحجم من سرعة السائل ومساحة الأنبوب. |
| الدقة القياسية | ±0.5% عبر نطاق تدفق واسع؛ يصل إلى ±0.2% في إعدادات نقل الحضانة. | ±0.5% في ظل لزوجة مستقرة وملامح تدفق مشروطة. | توفر تقنية PD دقة مطلقة أفضل بطبيعتها في ظل ظروف تشغيلية متغيرة. |
| نطاق لزوجة السوائل | معياري يصل إلى 5000 ملي باسكال.ثانية؛ يتعامل مع زيوت التشحيم الثقيلة بفعالية. | مثالي للوقود الذي تقل لزوجته عن 10 ملي باسكال.ثانية (مثل الديزل والماء والمذيبات الخفيفة). تقل دقته مع ازدياد اللزوجة. | تتسبب السوائل عالية اللزوجة في فقدان شديد للضغط وتغيرات في شكل عدادات التوربينات. |
| انخفاض الضغط (دلتا ب) | عالي. يجب أن يقوم السائل بعمل ميكانيكي لتشغيل الدوارات/التروس. | الدوار المنخفض والمبسط يقلل من مقاومة تدفق السوائل. | تتطلب أنظمة الإزاحة الموجبة مضخات أكبر أو ضغط دخول أعلى للحفاظ على معدلات التدفق الاسمية. |
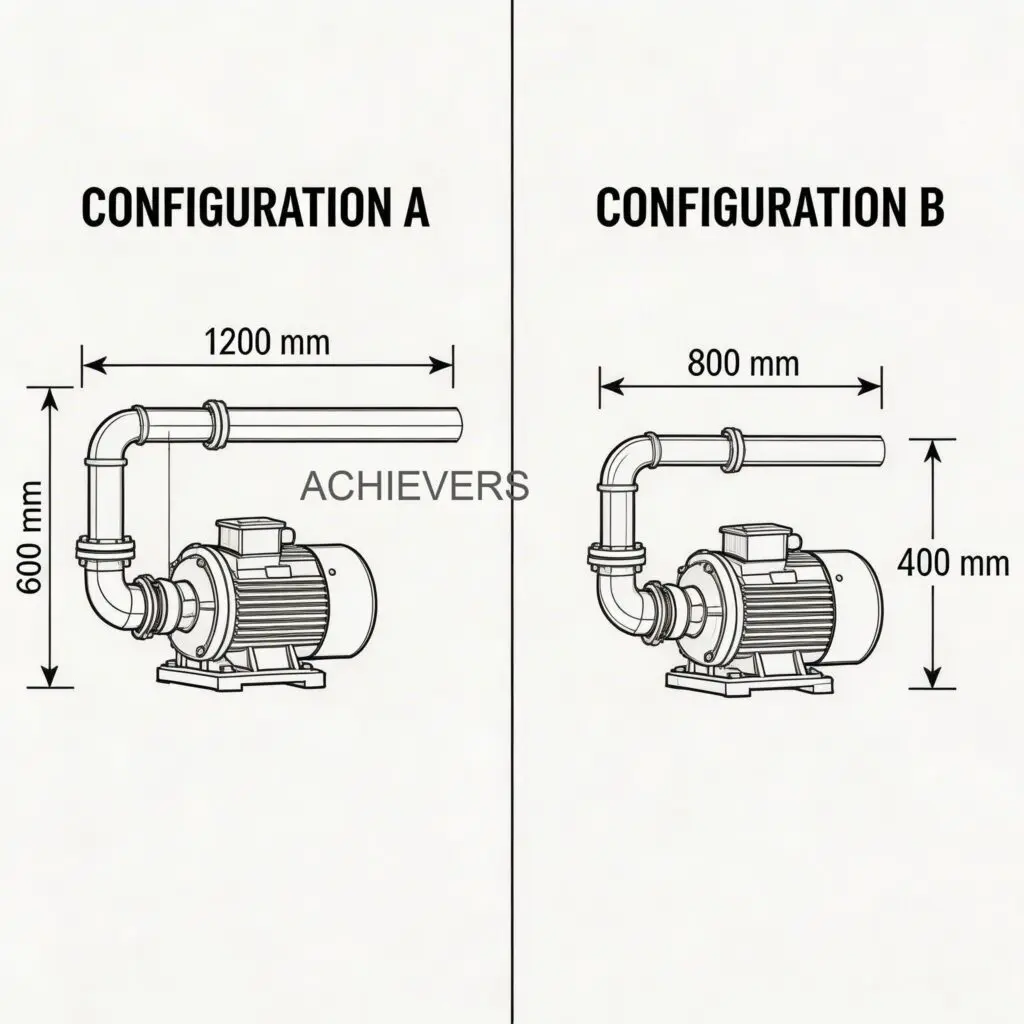
| متطلبات التمديدات الأنبوبية | لا شيء. غير حساس لاضطرابات شكل التدفق (المرفقين، الصمامات). | يتطلب ذلك مسارات أنابيب مستقيمة (عادةً ما يكون قطر الأنبوب 10 أضعاف في اتجاه المنبع، و5 أضعاف في اتجاه المصب). | تتطلب أنظمة التوربينات مساحة خطية مادية أكبر على منصة التركيب. |
| الاستجابة للظواهر العابرة | ممتاز. يتتبع بدقة دورات التشغيل/الإيقاف السريعة. | متوسط. يمكن أن يتسبب قصور الدوار في "الدوران الزائد" (الدوران بعد توقف التدفق). | تتفوق تقنية PD بشكل كبير في الجرعات القصيرة والسريعة حيث تعمل الصمامات متعددة المراحل على تقليل التدفق. |
| حساسية الجسيمات | الفجوات الميكانيكية الضيقة معرضة للتآكل الكاشط والانحشار. | متوسط. قد تتآكل المحامل، لكن الخلوصات الأكبر تسمح بمرور بعض الحطام. | كلاهما يتطلبان ترشيحًا داخليًا من 40 إلى 80 شبكة في اتجاه المنبع لحماية عناصر القياس. |
| استقرار المعايرة | يتميز بثبات عالٍ مع مرور الوقت ما لم يحدث تآكل مادي على جدران الحجرة. | يتغير معامل K على الفور إذا تغيرت لزوجة السائل أو درجة حرارته بشكل كبير. | يتطلب التوربين إعادة اختبار أكثر تكرارًا إذا لم يتم التحكم بدقة في خصائص السوائل. |
3. جدول مقارنة التطبيقات
يُعدّ اختيار تصميم العداد المناسب للخصائص الفيزيائية للسائل والظروف البيئية للموقع أمرًا بالغ الأهمية. فاستخدام عداد توربيني مع زيت ثقيل بارد سيؤدي إلى أخطاء قياس جسيمة، تمامًا كما أن استخدام عداد قياس الإزاحة الموجبة عالي الدقة مع مياه عكرة وخشنة يُعرّض العداد لخطر التلف الميكانيكي.
| سيناريو التطبيق | تقنية العدادات الموصى بها | التبرير الهندسي |
| :— | :— | :— |
| عبوات مواد التشحيم عالية اللزوجة | الإزاحة الإيجابية | غالباً ما تتجاوز لزوجة مواد التشحيم 1000 ملي باسكال.ثانية. وتتفوق مقاييس الإزاحة الموجبة هنا، حيث أن اللزوجة العالية تقلل فعلياً من "الانزلاق" بين الخلوصات الداخلية، مما يحسن دقة التدفق المنخفض. |
| تجميع كميات كبيرة من الديزل النظيف | مقياس التوربين | يتميز الديزل بلزوجته المنخفضة ونظافته. وتتعامل التوربينات مع معدلات التدفق العالية بسهولة مع أدنى حد من انخفاض الضغط، مما يسمح للمضخات الأصغر حجماً بنقل كميات كبيرة بسرعة. |
| تجميع السيارات (زيت علبة التروس) | الإزاحة الإيجابية | تختلف لزوجة زيوت التروس تبعًا لدرجة حرارة المصنع المحيطة. يضمن نظام PD ضخ الحجم الدقيق ±0.5% إلى الخزان بغض النظر عن تغيرات درجة الحرارة. |
| الخلط الكيميائي (لزوجات متغيرة) | الإزاحة الإيجابية | عند مزج مواد كيميائية متعددة حيث تتغير اللزوجة بناءً على الوصفة، فإن تقنية PD تلغي الحاجة إلى إعادة معايرة عامل K الخاص بالمقياس لكل نوع سائل مختلف. |
| منطقة خطرة (منطقة ATEX 1) التحميل | إما (مع ترقيات مقاومة للهب) | يمكن دمج كلا نوعي العدادات في مشعبات مزودة بمحركات مقاومة للهب، وحواجز آمنة جوهريًا، وتأريض ثابت لتلبية معايير ATEX/IECEx العالمية الصارمة. |
| منصات متحركة ذات مساحة محدودة | الإزاحة الإيجابية | لأن عدادات الإزاحة الموجبة لا تتطلب مسارات أنابيب مستقيمة في اتجاه المنبع أو اتجاه المصب، يمكن تصميم المجمع بأكمله في مساحة أصغر بكثير للاستخدام المتنقل. |
| نقل الحضانة مع طباعة التذاكر | الإزاحة الإيجابية | بالنسبة للمعاملات التجارية الخاضعة لتنظيمات صارمة، فإن وحدات PD القائمة على CE-113 والتي تحقق دقة ±0.2% معترف بها عالميًا ومفروضة بشكل عام بموجب معايير القياس (API MPMS). |
| مذيبات منخفضة التشحيم وعالية السرعة | مقياس التوربين | تفتقر المذيبات إلى خاصية التزييت اللازمة لمنع تآكل تروس عدادات الإزاحة الموجبة على مدى ملايين الدورات. وتدوم عدادات التوربينات المزودة بمحامل من كربيد التنجستن لفترة أطول بكثير في هذه السوائل الجافة. |
4. إجراءات التنفيذ والمعايرة
إنّ تركيب نظام خلط السوائل الصناعي ليس بالأمر البسيط الذي يُمكن تشغيله بمجرد توصيله. ولضمان الدقة المطلقة والتكرارية التامة دون تجاوزات في حجم الخلطة، يجب تصميم النظام وتركيبه ومعايرته بشكل منهجي. فيما يلي الإجراء الدقيق المكون من ست خطوات اللازمة للتنفيذ الناجح:
- تقييم العمليات ورسم خرائط اللزوجة: يقوم الفريق الهندسي بتحديد خصائص السوائل بدقة، وتحليل نطاق اللزوجة الكامل الذي قد تظهره السوائل في ظل الظروف المناخية القاسية للموقع. ويتم توثيق أحجام الدفعات المستهدفة، وأوقات التعبئة المطلوبة، وضغط الخط المتاح، ومتطلبات أتمتة المصنع (مثل تكامل Modbus) بشكل رسمي.
- تطوير مخططات الأنابيب والأجهزة (P&ID) وتحديد أحجام المكونات: يتم تصميم وحدة التجميع بناءً على معدل التدفق (مثلاً، ٥٠ لتر/دقيقة) والضغط المطلوب. ويتم اختيار نوع العداد المناسب، وتحديد المكونات المساعدة مثل مضخات الريش الدوارة، ومزيلات الهواء المدمجة، والمصافي ذات الشبكة الدقيقة. صُمم النظام بصمامات تحكم ثنائية المراحل تعمل بالهواء المضغوط للتعامل مع دورات التعبئة السريعة والتفريغ البطيء.
- تكامل تصنيع وتحكم الهيكل: تم بناء المضخة والعداد والمجمع ولوحة التحكم. تم توصيل عداد PLC/HMI أو عداد CE-Setstop المُسبق الضبط، باستخدام طاقة أحادية الطور 220 فولت تيار متردد لجانب التحكم، مع توجيه الإشارات إلى أنظمة القيادة الهيدروليكية أو الهوائية عالية التحمل. تم إنشاء أقفال أمان للتأريض وإزالة الشحنات الساكنة.
- اختبار القبول في المصنع (FAT) وضبط الصمامات: قبل الشحن، يخضع النظام لاختبارات تشغيلية دقيقة. وتُعدّ مرحلة ضبط صمام الملف اللولبي ثنائي السرعة المرحلةَ الأكثر أهميةً في اختبار القبول النهائي. يجب معايرة النظام لإغلاق الصمام الرئيسي عند حجم يتراوح بين 90 و95% من حجم الدفعة، ثم الانتقال إلى وضع "التقطير" أو وضع الضبط البطيء للوصول إلى الحجم المستهدف بدقة متناهية، مما يُعادل زخم السائل ويمنع تجاوزه.
- تركيب الموقع ودمج نظام التحكم الإشرافي وجمع البيانات (SCADA): يتم تركيب الوحدة المعيارية في خط إنتاج المصنع. وتُوجّه وصلات البيانات النبضية، أو 4-20 مللي أمبير، أو الإيثرنت، أو التسلسلية إلى أنظمة التحكم الموزعة (DCS) أو أنظمة تخطيط موارد المؤسسات (ERP) الرئيسية في المنشأة. يتيح ذلك لمديري المصنع بدء عمليات الإنتاج عن بُعد من غرفة تحكم مركزية، وتسجيل بيانات كل دفعة تلقائيًا لضمان مراقبة دقيقة للمخزون.
- المعايرة الدورية للاختبار والصيانة: للحفاظ على دقة النظام المتوافقة مع معايير ISO (±0.5% أو ±0.2%) على المدى الطويل، يخضع النظام لاختبارات دورية. باستخدام مقياس رئيسي معتمد أو خزان معايرة حجمي، يتحقق المشغلون من حجم السائل المُوزّع مقارنةً بمخرجات وحدة التحكم المنطقية القابلة للبرمجة (PLC). في حال حدوث أي تآكل ميكانيكي أدى إلى تغيير حجم الإزاحة، يتم تعديل معامل K الإلكتروني في واجهة المستخدم الرسومية (HMI) لاستعادة الدقة الكاملة.
5. مقارنة التكلفة الإجمالية للملكية (TCO)
لا يقتصر الشراء الصناعي على تقييم سعر الشراء الأولي فحسب، بل يشمل التكلفة الإجمالية للملكية (TCO) النفقات الرأسمالية، وتواتر الصيانة، وفترات توقف العمليات. ويُعدّ فهم كيفية عمل تقنيات القياس هذه على مدار دورة حياة تتراوح بين 10 و15 عامًا أمرًا بالغ الأهمية لمديري المصانع الذين يُنفّذون ميزانيات النفقات الرأسمالية.
| تكنولوجيا القياس | الإنفاق الرأسمالي النسبي (CapEx) | ملف الصيانة والنفقات التشغيلية | دورة الحياة المتوقعة | أفضل عرض قيمة |
| :— | :— | :— | :— | :— |
| أنظمة الإزاحة الإيجابية | تتطلب عمليات تصنيع الدوارات الداخلية المعقدة والحجرات ذات التفاوتات الدقيقة جهدًا كبيرًا. كما تتطلب مضخات شديدة التحمل للتغلب على فرق الضغط. | متوسط إلى مرتفع. يتطلب ترشيحًا دقيقًا في المراحل الأولى لمنع الانسداد الكارثي. ستتآكل المكونات الدوارة في النهاية، مما يستدعي استخدام مجموعات إعادة بناء وإعادة معايرة. | من 10 إلى 15 سنة أو أكثر إذا تم ترشيحها وتزييتها بشكل صحيح بواسطة سائل العملية. | مثالي للسوائل باهظة الثمن وعالية اللزوجة حيث أن الدقة المطلقة تعوض التكاليف الرأسمالية الأعلى للعداد في غضون أشهر من خلال منع التخلص من المنتج. |
| أنظمة التوربينات | منخفض إلى متوسط. يقلل عدد الأجزاء المتحركة الأقل والتصميم الداخلي الأبسط من تكاليف التصنيع. يمكن استخدام مضخات أصغر حجماً نظراً لانخفاض فرق الضغط. | منخفض إلى متوسط. تشمل الصيانة بشكل أساسي فحص واستبدال مجموعة المحامل الداخلية وخرطوشة الدوار في حالة حدوث تآكل كاشط. | من 7 إلى 12 سنة فأكثر، ويعتمد ذلك بشكل كبير على نظافة السوائل وتزييت المحامل. | قيمة استثنائية لعمليات نقل المواد السائبة ذات الحجم الكبير والنظيفة والمنخفضة اللزوجة مثل أنواع الوقود الخفيفة والمواد الكيميائية الشبيهة بالماء حيث تظل اللزوجة ثابتة. |
6. دليل اتخاذ القرار: أيها الأنسب لمزرعتك؟
يُحدد اختيارك بين تصميم نظام الترسيب الضوئي وتصميم التوربينات التخطيط الميكانيكي لخط الجرعات. راجع سيناريوهات القرار الثمانية الحاسمة هذه لوضع اللمسات الأخيرة على مواصفات تطبيقك الصناعي:
- تقييم ذروة اللزوجة التشغيلية: اعتمد اختيارك للتكنولوجيا بشكل كامل على أعلى لزوجة سيصل إليها السائل عند أدنى درجة حرارة محيطة. إذا تجاوزت لزوجة السائل 10 ملي باسكال.ثانية وارتفعت إلى مئات (مثل زيت التروس البارد)، يصبح نظام الإزاحة الموجبة ضروريًا. ستعاني عدادات التوربينات من مقاومة لزوجة شديدة، مما يُبطل تمامًا منحنيات معايرتها ومعاملات K الخاصة بها. بالنسبة للسوائل الكثيفة، يُنصح بالنظر في استخدام أنظمة متخصصة. عدادات تدفق النفط الصناعية باستخدام مبادئ التطوير المهني.
- تقييم مدى توفر مسار الأنابيب المستقيمة: راجع الرسومات الإيزومترية لمحطتك. تتطلب عدادات التوربينات تدفقًا صفائحيًا مُهيأً بدقة لتعمل بكفاءة. إذا أجبرك موقع التركيب على وضع العداد مباشرةً بعد كوع بزاوية 90 درجة، أو مخرج مضخة، أو صمام تحكم، فإن التدفق المضطرب سيؤثر سلبًا على دقة التوربين. أما عدادات الإزاحة الموجبة فلا تتطلب أنابيب مستقيمة، وهي محصنة ضد اضطراب التدفق في المنبع، مما يجعلها مثالية للمجمعات الضيقة والمعقدة.
- حدد نسبة الرفض المطلوبة: نسبة التخفيض هي النطاق التشغيلي بين الحد الأقصى والحد الأدنى لمعدلات التدفق مع الحفاظ على الدقة المحددة. توفر عدادات الإزاحة الموجبة عمومًا نسب تخفيض فائقة (غالبًا من 10:1 إلى 50:1)، مما يحافظ على دقة عالية حتى عند معدلات التدفق المنخفضة جدًا (التي تُشبه التقطير) خلال مرحلة ضبط الدفعة. تفقد عدادات التوربينات دقتها بسرعة عند سرعات التدفق المنخفضة لعدم وجود طاقة حركية كافية للتغلب على احتكاك المحامل.
- حساب انخفاض الضغط المسموح به: يستهلك كل مكون في وحدة التجميع الضغط. تعمل عدادات الإزاحة المتغيرة كمحركات هيدروليكية، حيث تستخلص طاقة كبيرة من السائل لتشغيل آلياتها. إذا كانت مضخات المصنع الحالية لديك صغيرة الحجم أو كنت تعمل بنظام تغذية بالجاذبية منخفض الضغط، فإن عداد التوربين يُعد أكثر أمانًا بكثير، حيث أن دواره المحوري الانسيابي يُشكل مقاومة ضئيلة للتدفق.
- ضع في اعتبارك نظافة السوائل وترشيحها: إذا احتوى سائل العملية على جزيئات دقيقة، أو خبث لحام، أو رواسب أنابيب، فإن عدادات الإزاحة الموجبة معرضة لخطر كبير. إذ يمكن للفجوات المجهرية بين دواراتها وجدار حجرة القياس أن تحبس الشوائب، مما يؤدي إلى خدش العداد أو توقفه عن العمل أو تعطله بشكل كامل. ورغم أن كلا النظامين يتطلبان استخدام مصافي، إلا أن عدادات التوربينات أقل تأثراً بالجزيئات الدقيقة، مع ذلك، فإن الشوائب الكبيرة ستلحق الضرر بشفرات الدوار الحساسة.
- التحقق من متطلبات نقل الحفظ والقياس: إذا استُخدم نظام التجميع لبيع المنتجات، أو تحميل شاحنات تابعة لجهات خارجية، أو دفع الضرائب غير المباشرة، فإن الدقة تصبح مسألة قانونية. في هذه الحالات، يُفضّل عالميًا استخدام عدادات PD المصممة وفقًا لمعايير نقل الملكية CE-113. يمكن معايرتها ميكانيكيًا أو إلكترونيًا لتحقيق دقة عالية تصل إلى ±0.2%، وهي مقبولة على نطاق واسع من قِبل هيئات القياس الدولية (مثل معايير API MPMS).
- ضع في اعتبارك نظام التوزيع متعدد السوائل: تستخدم بعض المنشآت خط توزيع مشتركًا لخلط سوائل مختلفة بالتتابع (مثل الديزل العادي متبوعًا بالديزل الحيوي أو زيت الوقود الثقيل). ولأن دقة مقياس الإزاحة الموجبة مستقلة عن اللزوجة، فإنه يستطيع قياس هذه السوائل المتناوبة بدقة دون الحاجة إلى وحدة تحكم لتغيير إعدادات المعايرة. أما مقياس التوربين، فيحتاج إلى تعديلات ديناميكية لمعامل K من وحدة التحكم المنطقية القابلة للبرمجة (PLC) لكل نوع سائل على حدة. إذا كنت تتعامل تحديدًا مع أنواع الوقود، فستحتاج إلى نظام مخصص. عدادات تدفق الديزل الصناعي يُعد استخدام منطق التوربينات ممتازًا، بشرط أن يظل السائل ديزلًا خالصًا.
- التوافق مع احتياجات أنظمة تخطيط موارد المؤسسات (ERP) والتتبع الرقمي: على الرغم من أن كلا نوعي العدادات يُخرجان نبضات رقمية بسهولة إلى وحدة التحكم المركزية، إلا أن آلية إنهاء عملية القياس تختلف. تتوقف عدادات الإزاحة التفاضلية فور إغلاق الصمامات الهوائية ثنائية المرحلة، مما يوفر عدًا دقيقًا للنبضات لنظام SCADA. أما دوارات التوربينات، فتمتلك قصورًا ذاتيًا، وقد تستمر في الدوران الحر لجزء من الثانية بعد توقف التدفق، مما قد يُرسل نبضات إضافية خاطئة إلى نظام تخطيط موارد المؤسسات (ERP) إذا لم يقم منطق وحدة التحكم المنطقية القابلة للبرمجة (PLC) بتصفية التجاوزات.

التعليمات
س: كيف يمنع النظام زيادة كمية السائل في نهاية الدفعة؟
ج: يتم منع تجاوز الحجم المطلوب من خلال منطق التجميع متعدد المراحل. يتحكم نظام التحكم المنطقي القابل للبرمجة (PLC) في صمامات ثنائية المرحلة تعمل بالهواء المضغوط. في أول دفعة من 90-95%، يكون الصمام مفتوحًا بالكامل (تعبئة سريعة). أما في الدفعة الأخيرة من 5-10%، فيُغلق الصمام جزئيًا (إغلاق تدريجي)، مما يقلل من زخم السائل ليتمكن النظام من الإغلاق فورًا عند الوصول إلى الحجم المستهدف بدقة.
س: هل يمكن لنظام خلط السوائل التعامل مع سوائل متعددة مختلفة في وقت واحد؟
ج: نعم، يمكن تصميم مشعبات متعددة التدفقات. تتضمن هذه الوحدات عدادات مخصصة وصمامات يتم التحكم فيها هوائياً لكل تدفق سائل. يمكنها العمل بشكل مستقل أو تنفيذ عملية مزج نسبية حيث يقوم جهاز التحكم المنطقي القابل للبرمجة (PLC) بمزامنة التدفقات المتعددة لخلط الإضافات مباشرة في سائل ناقل رئيسي بدقة.
س: ما هي الصيانة المطلوبة للحفاظ على دقة ±0.5%؟
أ: إن أهم مهمة صيانة هي الحفاظ على نظافة المصافي المدمجة؛ إذ يؤدي انسداد المصفاة إلى حدوث تجويف وانخفاض في الضغط يؤثران بشدة على الدقة. إضافةً إلى الترشيح، ينبغي على المشغلين إجراء معايرة حجمية سنوية أو نصف سنوية باستخدام خزان معايرة معتمد، مع ضبط معامل K الإلكتروني في واجهة المستخدم الرسومية للتعويض عن أي تآكل ميكانيكي طفيف.
س: هل هذه الأنظمة مصنفة للاستخدام في بيئات البتروكيماويات المتفجرة أو الخطرة؟
ج: بالتأكيد. بالنسبة للمنشآت في المصانع الكيميائية أو مصافي النفط، يتم تحديث الأنظمة لتتوافق مع معايير ATEX وIECEx الدولية. ويشمل ذلك تجهيز المنصة بمحركات مضخات مقاومة للهب، وحواجز أمان جوهرية للإلكترونيات الخاصة بالتحكم، وأنظمة تأريض ثابتة، ومشعبات مصنوعة بالكامل من الفولاذ المقاوم للصدأ.
س: هل يمكن دمج بيانات التجميع مباشرة في البرنامج المركزي لمصنعنا؟
ج: نعم، تتميز وحدات التحكم بإمكانية اتصال متقدمة للبيانات. يمكن لوحدة التحكم المنطقية القابلة للبرمجة/واجهة المستخدم الرسومية (PLC/HMI) نقل البيانات عبر بروتوكولات Pulse، أو الإشارات التناظرية 4-20 مللي أمبير، أو الإيثرنت، أو Modbus. يتيح ذلك التكامل السلس مع لوحات معلومات أنظمة SCADA، أو MES، أو ERP الخاصة بالمنشأة، مما يُمكّن من بدء عمليات الإنتاج عن بُعد وتسجيل البيانات رقميًا لضمان تتبع دقيق للمخزون.
س: لماذا يتم استخدام جهاز إزالة الهواء قبل مقياس التدفق؟
ج: تقيس عدادات التدفق الحجم الكلي، الذي يشمل السوائل والغازات. إذا مرت جيوب هوائية أو فقاعات بخار عبر العداد، فسيتم تسجيلها على أنها حجم سائل، مما يؤدي إلى قراءات خاطئة ونقص في كمية السائل الفعلية. تعمل أجهزة إزالة الهواء على تهوية هذه الغازات بأمان قبل وصولها إلى حجرة القياس، مما يضمن دقة الحجم المطلقة.
س: هل يمكننا ترقية محطة تعبئة البراميل اليدوية الحالية لدينا إلى محطة آلية؟
ج: نعم. يمكن تركيب وحدة خلط متكاملة، مزودة بمضخات دوارة أو تروسية متوافقة، ونظام ترشيح، وأنابيب، مباشرةً في خط إنتاج قائم. ولأن النظام لا يتطلب سوى مصدر طاقة أحادي الطور 220 فولت تيار متردد قياسي للوحة التحكم، ومصدر هواء قياسي للصمامات الهوائية، فإن وقت التصنيع والتشغيل في الموقع يكون في حده الأدنى.
لضمان تحقيق منشأتك لدقة وكفاءة تشغيلية لا مثيل لها، يُعدّ الدعم الهندسي المتخصص أمرًا بالغ الأهمية. إذا كنتَ مستعدًا لتحديث عمليات نقل السوائل لديك، فاطلب استشارةً حول معالجة السوائل على دفعات، مع مراعاة خصائص السوائل الخاصة بك، وسعات التدفق المطلوبة، والظروف البيئية للموقع، وأهداف الأتمتة، لتحصل على حلّ متكامل مصمم بدقة عالية.
